
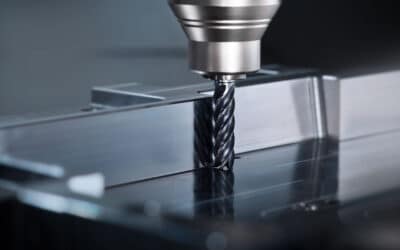
Bei dem Förderprojekt „Antriebsstrang 2025“ suchen Forschung und Wirtschaft gemeinsam nach energetischen Einsparpotenzialen bei der Herstellung wichtiger Komponenten in Pkws. Ein Ansatz: Energie sparen durch die Verkürzung von Prozessen. Zum Beispiel könnten Automobilisten bei bestimmten Bauteilen auf die Hartbearbeitung verzichten. Doch dafür wäre ein völlig neues Werkzeugkonzept nötig zum Beispiel ein VHM-Kugelbahnfräser.
Wie können wir mit neuer Technik im Bereich Automotive einen Beitrag zum Klimaschutz leisten? Diese Frage beschäftigt Forschende auf der ganzen Welt. Meistens geht es dabei um Einsparungen beim Treibstoff oder der CO2-Emission. Die Forschenden der Leibniz Universität Hannover verstehen unter einem „sparsamen Auto“ aber nicht nur, dass die Tankfüllung besonders lange hält. Sie interessieren sich noch für einen anderen Aspekt: den Produktionsprozess. Welche energieaufwendigen Verfahren zur Herstellung von Pkws können eingespart oder ersetzt werden, um dadurch Energie und Ressourcen zu sparen?
Keine Hartbearbeitung heißt weniger Energieverbrauch
Um das herauszufinden, tat sich 2018 unter der Leitung des Instituts für Fertigungstechnik und Werkzeugmaschinen (IFW) ein Konsortium aus Unternehmen und universitären Forschungspartnern zusammen und forschten über drei Jahre lang an dem öffentlich geförderten Verbundprojekt „Antriebsstrang 2025 – Energieeffiziente Prozessketten zur Herstellung eines reibungs-, gewichts- und lebensdaueroptimierten Antriebsstrangs“.
Eine Antriebs-Komponente, die in Hannover auf dem Prüfstand stand, war das homokinetische Gelenk, weil dieses sowohl in Elektro-Autos als auch in Pkws mit Verbrennungsmotor unverzichtbar ist. Homokinetische Gelenke bestehen aus einer Nabe und einem Zapfen, die ineinandergreifen. Dazwischen sind Nuten eingebracht, in denen je eine Kugel läuft. Diese Nuten werden in weichem Zustand gefräst. Da diese Stahlteile später aber starken Belastungen standhalten müssen, werden sie nach der Weichbearbeitung gehärtet und zum Schluss müssen alle Passungen in hartem Zustand auf das exakte Maß gebracht werden. Der Prozess der Hartbearbeitung braucht aber besonders viel Energie, da sich der gehärtete Werkstoff nur langsam und mit hohem Krafteinsatz zerspanen lässt. Ziel der Forschenden war es daher, den Prozessschritt Hartbearbeitung überflüssig zu machen und dadurch eine Energieeinsparung für den Automobilisten zu erzielen.
Die Lösung: Vollhartmetall Kugelbahnfräser für die Weichbearbeitung
Auch für Gühring ist das Thema Energieeinsparung im Automobilbereich wichtig. Denn nur wer die Augen nach Zukunftstrends in der Fertigung offenhält, kann neue Prozesse von Anfang an mitgestalten und so seine Marktführerschaft sichern. Deshalb stellte sich das Unternehmen gerne als Projektpartner der Aufgabe, ein Werkzeug zu entwickeln, das die Hartbearbeitung homokinetischer Gelenke obsolet machen würde.
Für gewöhnlich erfordert die Bearbeitung der Nuten in gehärtetem Stahl CBN-bestückte Werkzeuge. Da die Bearbeitung nun aber im weichen Zustand erfolgen sollte, kam ein anderer Werkstoff infrage: Hartmetall. So entwickelte Gühring ein Werkzeugkonzept für die Weich-Fertigbearbeitung. Dafür wurde die Geometrie des neuen VHM-Kugelbahnfräsers so konzipiert, dass das Werkzeug beim Vorwärtsfahren die Schrupp- und beim Rückwärtsfahren die Schlichtbearbeitung ausführt, und den Härteverzug bereits berücksichtigt. Für Unternehmen bedeutet das vor allem in der Großserie eine enorme Einsparung von Prozesszeiten und somit Energie.


Die Umstellung auf Hartmetall als Schneidstoff warf allerdings noch weitere Fragen auf, zum Beispiel die nach der Werkzeugaufnahme. Herkömmliche Kugelbahnfräser werden mit einem Stahl-Schaft mit Kegel und Anzugsgewinde gefertigt und benötigen spezielle Werkzeugaufnahmen in die der Fräser eingeschraubt wird. Bei einem VHM-Werkzeug wäre diese Schaftform allerdings nicht wirtschaftlich. Es galt daher, eine Schnittstelle zu finden, die dem Prozess standhalten und die gewünschte Qualität liefern würde. Am Ende fiel die Wahl auf das Hydrodehn-Spannfutter und einen zylindrischen Werkzeugschaft. Damit geht Gühring einen ungewöhnlichen Weg, denn Hydrodehn-Spannfutter werden normalerweise nicht für Fräsprozesse genutzt, da die Gefahr besteht, dass der Fräser bei der Bearbeitung aus dem Futter gezogen wird. Das Hydrodehn-spannfutter kam dennoch infrage, weil bei diesem Prozess die Hauptbelastung nur während der „stechend“ durchgeführten Schruppbearbeitung entsteht und dabei das Werkzeug ins Futter gedrückt wird. Die bei der „ziehend“ durchgeführten Schlichtoperation entstehenden Kräfte sind geringer und können vom Hydrodehnspannfutter gut aufgenommen werden.
Auch wenn das Projekt „Antriebsstrang 2025“ nun beendet ist, geht die Forschung intern bei Gühring weiter. Bisher konnte Gühring zwar ein Konzept für einen VHM-Kugelbahnfräser liefern, der bei der Weich-Fertigbearbeitung funktioniert und Konturen herstellt, bei denen der Härteverzug bereits vorgehalten ist. Doch um das Projekt sicher für die Großserienfertigung zu machen, müssen langfristig weitere Erfahrungswerte generiert werden. Denn nur wer auch funktionierende Systeme immer wieder hinterfragt bleibt innovativ – das gilt in der Forschung und im Werkzeugbau.
Auch auf WhatsApp sind wir für Sie erreichbar: +49 172 658 53 53. Gleich einspeichern!
Das könnte Sie auch interessieren:
Schnell und dynamisch: Trochoidalfräsen im Formenbau
Vor allem im Formenbau, wo die Zerspanung teils sehr harter Materialien in kürzester Zeit erfolgen muss, hat sich eine Frässtrategie bewährt: Das GTC-Fräsen. Diese Form des Trochoidalfräsens führt zu besonders hohen Standzeiten bei der Bearbeitung.

Formenbau: Hartbearbeitung verkürzt Prozesse
Der Wettbewerbsdruck im Formenbau zwingt die Vogt AG dazu, ihre Durchlaufzeiten durch Hartbearbeitung zu verkürzen. Werkzeuge von Gühring bieten dabei innovative Lösungen für die Bearbeitung von gehärtetem Stahl bis 54 HRC.
Volumenfräsen: VHM-Fräser macht Schluss mit Vibrationen
Entdecken Sie die Lösung für vibrationsfreies Volumenfräsen: Gühring’s VHM-Fräser RF 100 Speed glänzt bei der Herstellung von Gitarrenteilen mit hoher Laufruhe und 25% längeren Standzeiten – ideal für Schruppen in verschiedenen Materialien.