
Tieflochbohrer
Für jede Aufgabe den passenden Bohrer
Ab einem Durchmesser-Längen-Verhältnis von 15xD wird in der Regel vom Tieflochbohren oder Tiefbohren gesprochen. Tieflochbohrer kommen beispielsweise bei der Bearbeitung von Nockenwellen, Kurbelwellen, Antriebswellen, Injektoren, Bohrgestängen für die Ölförderung, in der Medizintechnik, im Formenbau oder der Lebensmittelindustrie zur Anwendung.
Abhängig von den Anforderungen an die Bohrung, den Maschinenverhältnissen, der Losgröße und der Bohrungstiefe ermittelt Gühring die wirtschaftlichste Werkzeugvariante.
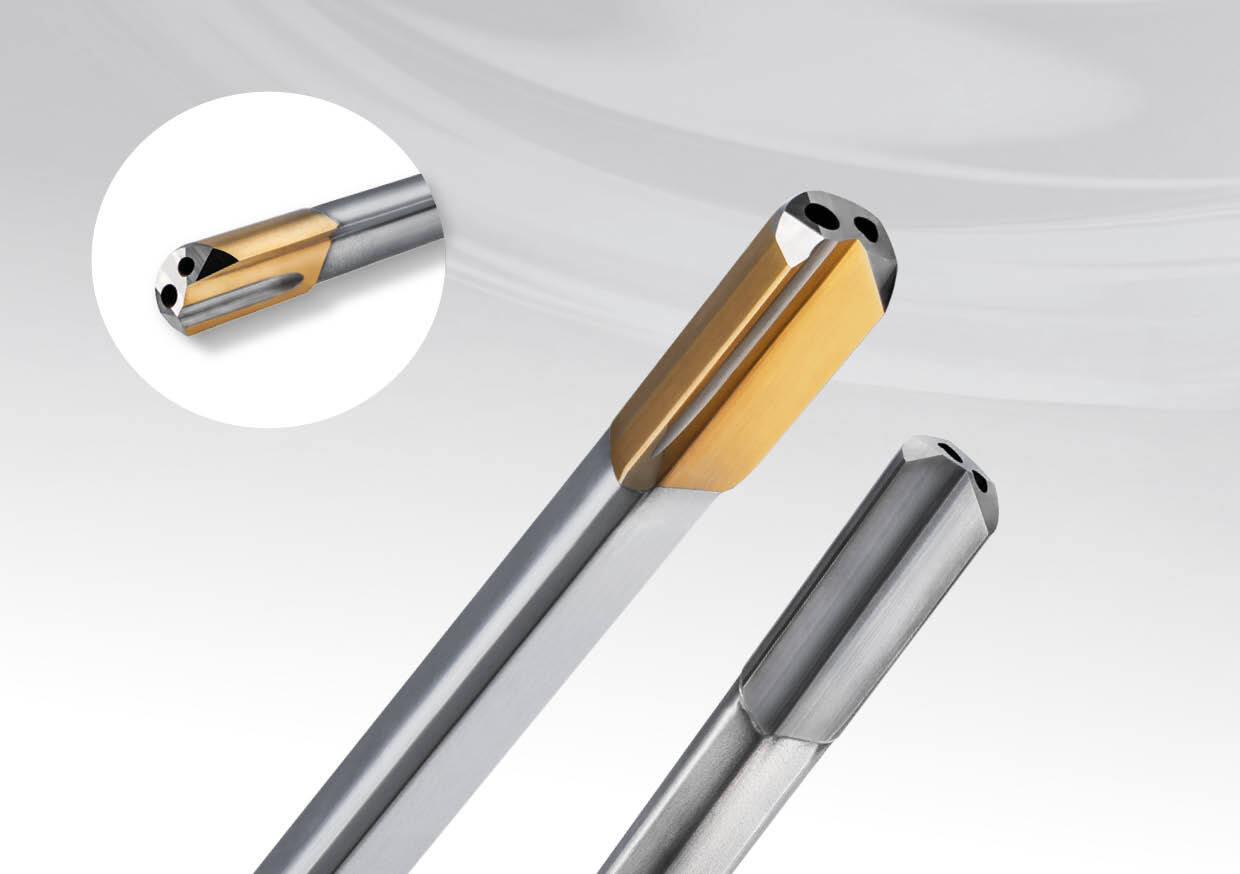
Einlippenbohrer

EB 100 M: DER ROBUSTE
\ Einlippenbohrer in VHM-Ausführung
\ für besonders enge Bohrtoleranzen
\ herstellbar ab 1,000 mm bis 16,000 mm Nenn-Ø
\ Spannutlänge bis 580 mm
\ bis zu 80xD mit nur einem Werkzeug
\ MQL-Schaftende
\ geeignet für nahezu alle Werkstoffe
\ große Auswahl an zölligen Abmessungen
EB 80: DER KLASSISCHE
\ Einlippenbohrer mit gelötetem HM-Kopf
\ Gesamtlänge bis 3.600 mm
\ herstellbar ab 2,000 mm bis 40,000 mm Nenn-Ø
\ große Ausführungsvielfalt, z. B. mit Vollradius oder als Stufenbohrer
\ geeignet für nahezu alle Werkstoffe
\ große Auswahl von Einspannhülsen für BAZ und Tiefbohrmaschinen
\ große Auswahl an zölligen Abmessungen
\ Schnellservice-Programm EB 80

ZB 80: DER SPEZIALIST FÜR GUSS
\ Zweilippenbohrer mit gelötetem HM-Kopf
\ Gesamtlänge bis 1.000 mm
\ herstellbar ab 6,000 mm bis 30,000 mm Nenn-Ø
\ perfekt für die Gussbearbeitung
\ eigens entwickelte HM-Sorten und Schneidengeometrien

TBV 116: FÜR Ø 3 BIS 32 MM
\ Nachschleifen von Einlippen-TLB Ø 3 mm bis 32 mm
\ Standard- und Sonderanschliffe
\ Keine Mindest-Spannutenlänge
\ Abstützstange bei langen Werkzeugen enthalten
\ Universell auf jeder Werkzeugschleifmaschine einsetzbar

EB 100: DER KLEINSTE
\ Einlippenbohrer in gelöteter VHM-Ausführung
\ für besonders enge Bohrtoleranzen
\ herstellbar ab 0,900 mm bis 16,000 mm Nenn-Ø
\ Spannutlänge bis 580 mm
\ bis zu 80xD mit nur einem Werkzeug
\ geeignet für nahezu alle Werkstoffe
\ große Auswahl an zölligen Abmessungen
\ Schnellservice-Programm EB 100
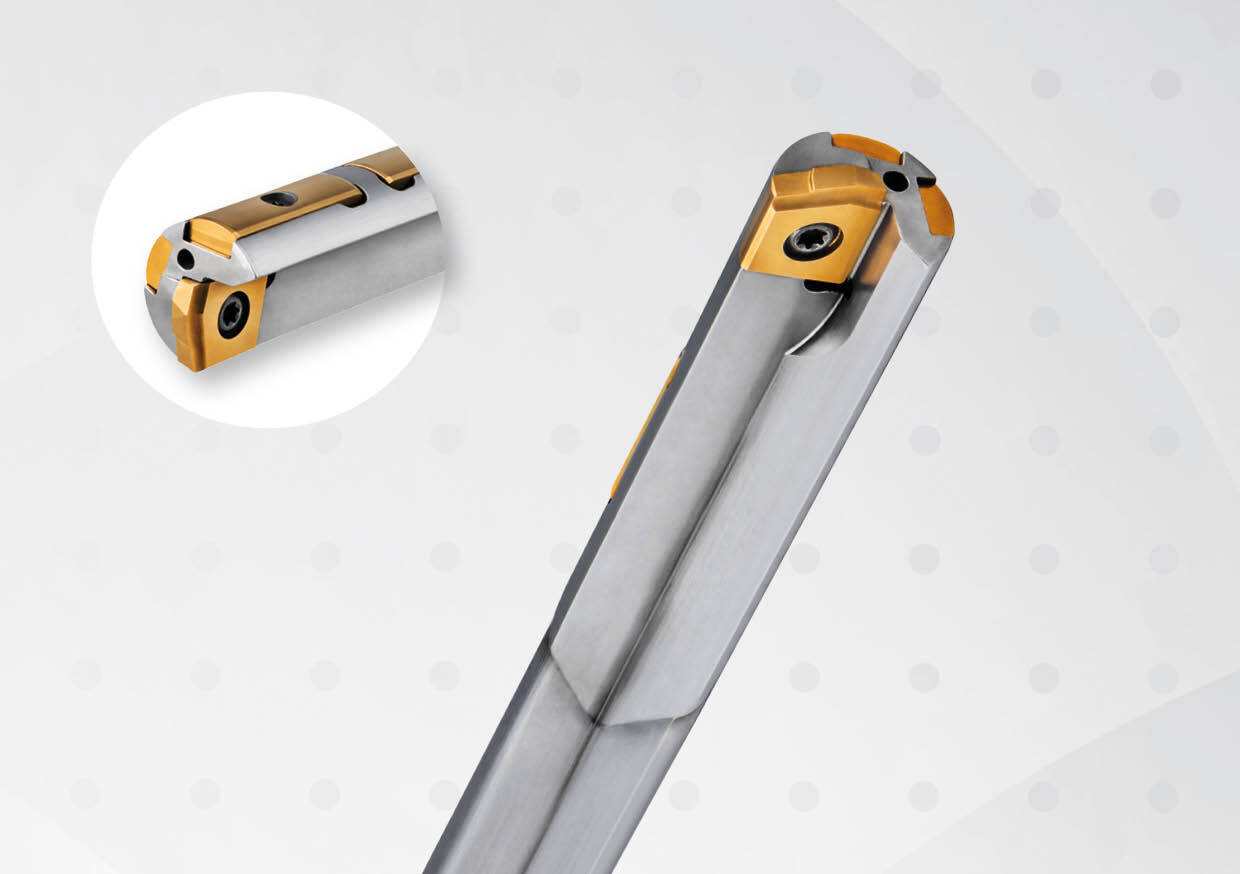
EB 800: DER FLEXIBLE
\ Einlippenbohrer mit Wechselplatten und Wendeführungsleisten
\ Gesamtlänge bis 3.600 mm
\ herstellbar ab 12,000 mm bis 52,000 mm Nenn-Ø
\ je Grundkörperbereich um 0,5 mm bestückbar
\ jede Beschichtung möglich
\ geeignet für nahezu alle Werkstoffe

TBM 116: MANUELLE UNIVERSAL-SCHLEIFMASCHINE
\ Besonders kompakt
\ Gut geeignet zum Nachschleifen von kleinen und mittleren Stückzahlen unterschiedlicher Durchmesser und Längen
\ Einfache Anbringung eines Querspanbrechers an Einlippentieflochbohrern

TBV 216: FÜR Ø 0,5 BIS 6 MM
\ Schleifvorrichtung speziell für kleine Durchmesser
\ Maximale Länge von 350 mm
\ Einfaches Handling, nur vier Arbeitsschritte
\ Schleifen mit 3-Achs-Schwenkvorrichtung
\ Ermöglicht unterschiedlichste Anschliffwinkel
Weitere Informationen zu unseren Schleifeinrichtungen und Zubehör finden Sie in unserem Tieflochbohrer Katalog
Der spiralisierte Tieflochbohrer aus VHM
EXCLUSIVE LINE: RT 100 T
Beim spiralisierten Tieflochbohrer vom Typ RT 100 T im Rahmen eines erweiterten Lagerprogramms für die Bohrtiefen 15xD, 20xD, 25xD, 30xD und 40xD verfügbar, profitiert der Anwender von höchsten Vorschüben und Schnittgeschwindigkeiten, und somit von einer deutlichen Verkürzung der Fertigungszeiten. Diese Vorteile erzielt Gühring beim Tiefbohren insbesondere durch folgende Merkmale:
- Optimierter Nutquerschnitt
Die spiralisierten Tieflochbohrer verfügen über eine auf die besonderen Anforderungen speziell angepasste Nutgeometrie für einen optimalen Spantransport aus tiefen Bohrungen. - Maximaler Kühlkanal-Querschnitt
Um die Schneide optimal mit Schmierstoff zu versorgen, verfügen die Werkzeuge über Kühlkanäle mit einem maximalen Querschnitt. So ist eine effektive Schmiermittelversorgung der Schneide sowie eine ausgezeichnete Spanabfuhr beim Tiefbohren sichergestellt. - Problemlose Späne
Die schon genannten Faktoren führen im Zusammenspiel mit perfekt auf den Anwendungsfall abgestimmten Schnittparametern zu Spänen, die auch aus tiefen Bohrungen problemlos heraustransportiert werden. Damit ist einem Spänestau und dem damit verbundenen Festklemmen des Werkzeugs wirkungsvoll vorgebeugt. - Verschleißbeständige Schneiden
Dank der Kopfbeschichtung mit der Gühring A-Schicht (TiAlN) ist der hochbelastete Schneidenbereich beim Tiefbohren wirkungsvoll gegen Verschleiß geschützt. - HA-Schaft für präzise Spannung
Zur Spannung in Hydrodehnspannfuttern aus dem Gühring GM 300-Programm ist das RT 100 T- Lagerprogramm mit HA-Schaft, Schafttoleranz h6, ausgestattet. Die Kombination aus RT 100 T und Hydrodehnspannfutter garantiert höchste Rundlaufgenauigkeit, extreme Spannkraft, minimale Unwucht und optimale Wirtschaftlichkeit beim Tieflochbohren. - Zwischenabmessungen & Sonderlängen
Zusätzlich zum Lagerprogramm bietet Gühring den RT 100 T auch weiterhin als Sonderwerkzeug nach Kunden-wunsch an. Wir realisieren Zwischenabmessungen zum Lagerprogramm bei einer maximalen Bohrtiefe bis 40xD bzw. einer maximalen Gesamtlänge bis 400 mm. - MMS-fähig
Durch die Modifikation des Schaftes zum für die MMS-Bearbeitung optimierten Schaftende sind die Werkzeuge des Lagerprogramms auch optimal für die MMS-Bearbeitung geeignet.



HSS-E-PM Tieflochbohrer: GT 2000
Bohrtiefen bis zu 20xD ohne Entspanzyklen
- Sonderprogramm
- Ø 3,00 -12,00 mm
- bis zu 20xD Bohrtiefe
- neue parabolische Nutgeometrie für eine optimale Spanabfuhr beim Tieflochbohren
- besonders geeignet für die Stahlbearbeitung
- Die TiAlN-basierte Kopfbeschichtung sorgt für eine hohe Verschleißbeständigkeit, der in der Bearbeitung stark belasteten Werkzeugschneide.

Beste Verschleißbeständigkeit und ausgezeichnete Schnittbedingungen bei tiefen Bohrungen dank neu entwickeltem Spitzenanschliff mit optimierter S-Ausspitzung.
Eine speziell entwickelte parabolische Nutform mit optimierter Oberflächengüte sichert beste Spanbildung und Spanabfuhr beim Tieflochbohren.
Hohe Oberflächengüte
Durch die blanke Nut mit hoher Oberflächengüte werden die Späne bestmöglich abtransportiert.

SPANNMITTEL
Präzision ist Einstellungssache

BOHRWERKZEUGE
Ausgefeilte Bohrertechnologie

LUFTFAHRT
Höchste Anforderung an Werkzeug & Prozess