














Tieflochbohrer
Für jede Aufgabe den passenden Bohrer
Ab einem Durchmesser-Längen-Verhältnis von 15xD wird von Tieflochbohren oder Tiefbohren gesprochen. Tieflochbohrer kommen bei der Bearbeitung von Antriebswellen, Injektoren, Bohrgestängen für die Ölförderung, in der Medizintechnik, im Formenbau oder der Lebensmittelindustrie zur Anwendung. Abhängig von den Maschinenverhältnissen, den Anforderungen an die Bohrung, der Losgröße und der Bohrungstiefe ermittelt Gühring die wirtschaftlichste Werkzeugvariante.

Einlippenbohrer
Glänzen in der Königsdisziplin
Eine Königsdisziplin der Zerspanung ist das Tieflochbohren. Dabei müssen Sie aber einiges beachten, um das Risiko für Werkzeugbruch zu reduzieren. Wie Sie Einlippen-Tieflochbohrer richtig einsetzen, erfahren Sie im Video.
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr Informationen
Einlippentieflochbohrer
EB 100 M
Monolitisch zu mehr Performance
Mit dem EB 100 M bieten Gühring einen sehr robusten VHM-Einlippenbohrer für besonders enge Bohrtoleranzen. Indem das Werkzeug ohne Lötstelle auskommt, garantiert es eine höhere Stabilität und damit 20-30% höhere Vorschübe.
Ihre Vorteile mit dem EB 100 M:
- Nenn-Ø von 1,000 mm bis 16,000 mm
- Spannutlänge bis 580 mm
- bis zu 80xD mit nur einem Werkzeug bohren
- geeignet für nahezu alle Werkstoffe

Einlippentieflochbohrer
EB 100
Unser kleinster VHM-Einlippenbohrer
Maximale Stabilität auch bei minimalen Durchmessern – das verspricht der VHM-Einlippenbohrer EB 100. Das Werkzeug ist schon ab einem Nenndurchmesser von 0,9 mm herstellbar und dadruch auch für Tieflochbohrungen im Mikrobereich geeignet.
Ihre Vorteile mit dem EB 100:
- Nenn-Ø von 0,900 mm bis 16,000 mm
- Spannutlänge bis 580 mm
- bis zu 80xD mit nur einem Werkzeug
- geeignet für nahezu alle Werkstoffe

Einlippentieflochbohrer
EB 80
Klassischer Einlippenbohrer mit Hartmetallkopf
Der EB 80 ist unser klassischer Einlippenbohrer mit Stahlschaft und gelötetem Hartmetallkopf. Das Werkzeug ist flexibel einsetzbar und zum Beispiel als Ausführung zum Stufenbohren erhältlich.
Ihre Vorteile mit dem EB 80:
- Gesamtlänge bis 3.600 mm
- XXL-Version mit Gesamtlänge bis 2000 mm ab Lager erhältlich
- Nenn-Ø von 2,000 mm bis 40,000 mm
- große Ausführungsvielfalt z.B. mit Vollradius oder als Stufenbohrer

Einlippentieflochbohrer
EB 800
Flexible Tieflochbohrer mit System
Der Einlippenbohrer mit Wechselplatten und Wendeführungsleisten eignet sich zur Bearbeitung fast aller Werkstoffe. Dank der Präzisions-Wechselplatten und -Führungsleisten ist keine komplizierte Einstellung nötig.
Ihre Vorteile mit dem EB 800:
- Gesamtlänge bis 3.600 mm
- Nenn-Ø von 12,000 mm bis 52,000 mm
- jede Beschichtung möglich
- geeignet für nahezu alle Werkstoffe
Zweilippenbohrer
Bohren mit Tiefenpräzision
Zweilippentieflochbohrer von Gühring versprechen präzise und tiefe Bohrungen mit einem gleichmäßigen Durchmesser. Außerdem können mit Zweilippenbohrern in der Regel höhere Vorschübe gefahren werden als mit Einlippenbohrern.

Zweilippentieflochbohrer
ZB 80
Der Spezialist für Guss
Der Zweilippenbohrer ZB 80 verfügt über einen gelöteten Hartmetallkopf, dessen Substrat und Schneidengeometrie speziell für die Zerspanung von Gussmaterialien entwickelt wurde.
Ihre Vorteile mit dem ZB 80:
- Gesamtlänge bis 1.000 mm
- Nenn-Ø von 6,000 mm bis 30,000 mm
- perfekt für die Gussbearbeitung
Spiralisierte Tieflochbohrer
Spiralisiert Spanen
Höchste Vorschübe und Schnittgeschwindigkeiten sind nur möglich, wenn für einen sicheren Spanabtransport gesorgt ist. Das gelingt dem spiralisierten Tieflochbohrer RT 100 T. Das Video zeigt den VHM-Bohrer in Aktion beim Bearbeiten einer Kurbelwelle.
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenProblemlose Späne
Die spiralisierten Tieflochbohrer verfügen über eine spezielle Nutgeometrie, die für einen optimalen
Spantransport aus der tiefen Bohrung sorgt. Um die Schneide optimal mit Schmierstoff zu versorgen, verfügen die Werkzeuge über Kühlkanäle mit einem maximalen Querschnitt. So ist eine effektive Schmiermittelversorgung der Schneide sowie eine ausgezeichnete Spanabfuhr sichergestellt. Diese Faktoren führen – im Zusammenspiel mit perfekt auf den Anwendungsfall abgestimmten Schnittparametern – zu Spänen, die auch aus tiefen Bohrungen problemlos heraustransportiert werden. Damit ist einem Spänestau und dem damit verbundenen Festklemmen des Werkzeugs wirkungsvoll vorgebeugt.

Spiralisierter VHM-Tieflochbohrer
RT 100 T
Prozesssicher bohren bis 40xD
Beim RT 100 T profitiert der Anwender von höchsten Vorschüben und Schnittgeschwindigkeiten, und somit von einer deutlichen Verkürzung der Fertigungszeiten.
Ihre Vorteile mit dem RT 100 T:
- optimierter Nutquerschnitt für sicheren Spantransport aus tiefen Bohrungen
- effektive Schmiermittelversorgung dank maximalem Kühlkanal-Querschnitt
- Kopfbeschichtung mit der Gühring A-Schicht (TiAlN)

HSS-E-PM Tieflochbohrer
GT 2000
Bohrtiefen bis zu 20xD ohne Entspanzyklen
Der spiralisierte Tieflochbohrer GT 2000 eignet sich besonders gut für die Stahlbearbeitung. Dabei sorgt die TiAlN-basierte Kopfbeschichtung für eine hohe Verschleißbeständigkeit der in der Bearbeitung stark belasteten Werkzeugschneide.
Ihre Vorteile mit dem GT 2000:
- bis zu 20xD Bohrtiefe
- Spitzenanschliff mit optimierter S-Ausspitzung
- parabolische Nutform mit optimierter Oberflächengüte sichert beste Spanbildung
- blanke Nut mit hoher Oberflächengüte für perfekten Spanabtransport

Vierschneider
Revolution der Gusszerspanung
Wo tiefe Bohrungen in Teile des Antriebsstranges eingebracht werden sollen, sind diese Werkzeuge die Spezialisten. Doch nicht nur ein großer Durchmesserbereich lässt sich mit den Vierschneidern herstellen, sondern auch Bohrtiefen von bis zu 40xD. Und das alles in einem unschlagbaren Tempo.
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.
Mehr InformationenZwei Werkzeuge, eine Power-Technologie: Mit dem vierschneidigen Tieflochbohrer VB80 sowie dem vierschneidigen Bohrer VB100, mit welchem Bohrungen, Pilotierungen und Stufenbohrungen gefertigt werden, revolutioniert Gühring die Gusszerspanung. Verglichen mit herkömmlichen Bohrverfahren sind hier mindestens doppelte Geschwindigkeiten möglich. Für den Zerspaner bedeutet das eine deutliche Taktzeiteinsparung von mehreren Minuten und massive Kapazitätserhöhungen.

Tieflochbohrer
VB80
Maximale Spanvolumen bis 40xD
Der VB80 wurde speziell für hohe Zerspanvolumen in der Gussbearbeitung ausgelegt. Der Vierschneider verfügt über einen massiven Grundkörper aus Vollhartmetall mit einer Länge von 240 mm und geraden Spannuten, auf welchen ein VHM-Kopf formschlüssig aufgelötet wird.
Ihre Vorteile mit dem VB80:
- Standwege bis zu 250 m in GG25
- Durchmesser von 8 bis 30 mm und Werkzeuglängen bis 1.000 mm
- patentierte 2+4-Schneidenaufteilung

Vierschneider
VB100 P
Hochvorschubbohren für reduzierte Zykluszeiten
Der VB100 P besticht durch die wirtschaftliche Bearbeitung von Gusswerkstoffen mit extremer Zerspanleistung. Die Auslegung des Bohrers erfolgt 2+4-schneidig, um großen Spanvolumen zu begegnen. Kürzere Späne, höhere Schnittparameter und mehr Prozesssicherheit sind die Folge.
Ihre Vorteile mit dem VB100 P:
- optimaler Abtransport der Späne
- erhöhte Positionsgenauigkeit
- maximale Standzeit durch reduzierte Eingriffszeit

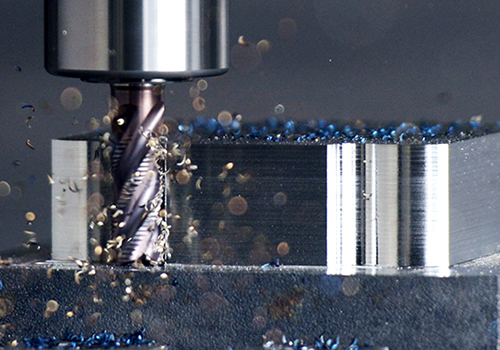
Fräswerkzeuge
Mit diesen Fräsern fliegen Späne genau, wie Sie es wollen
Gewindewerkzeuge
Sie wollen formvollendete Gewinde? Hier geht's zum passenden Werkzeug
Endenbearbeitung
Effizienz und Flexibilität in der Serienfertigung