
Forets – Outils de perçage
Une technologie de forets sophistiquée
Gühring a fabriqué le premier foret HSS en 1898, et la société est restée fidèle à ses débuts. Notre vaste gamme d’outils de perçage est sans égale sur le marché. La gamme de produits s’étend des micro-forets de Ø 0,05 mm aux solutions spéciales comportant des forets de Ø 180 mm, et des forets HSS (traitement des aciers rapides) aux forets VHM (en carbure monobloc) ou PCD.
Forets métalliques – nous posons des jalons pour l’avenir
Avec plus de 600 brevets déposés dans le monde entier, Gühring est un véritable moteur d’innovation dans le domaine de l’usinage des métaux. Des matériaux de plus en plus performants et des composants complexes exigent des outils toujours plus efficaces pour répondre aux exigences extrêmes en matière d’usinage.
En chargeant la vidéo, vous acceptez la déclaration de confidentialité de YouTube.
En savoir plus
Découvrez les atouts de nos produits
Quels sont les différents types de forets ?
Gühring a fabriqué le premier foret HSS en 1898, et la société est restée fidèle à ses débuts. Notre vaste gamme d’outils est sans égale sur le marché. La gamme d’outils de perçage comprend les types de forets suivants :
- Foret hélicoïdal en HSS et en VHM
- Forets étagés, forets aléseurs, forets de chanfreinage et fraises coniques
- Forets à centrer et forets à pointer NC
- Micro-forets de diamètres jusqu’à 0,05 mm
- Forets longs pour des rapports diamètre/longueur jusqu’à 80xD
- Système de perçage à plaquettes interchangeables

Reconnaître les forets métalliques : Comment reconnaître les forets métalliques ?
Les forets métalliques sont des forets hélicoïdaux et sont parfois appelés forets à rainure hélicoïdale. La face avant du foret est affûtée en forme de cône et possède deux tranchants de coupe très vifs. Les forets métalliques se caractérisent par leur pointe affûtée qui peut facilement percer le métal. Une rainure hélicoïdale se trouve derrière l’attachement, ce qui permet d’évacuer les copeaux.
Quels forets faut-il utiliser pour l’acier inoxydable ?
Des forets VHM ou HSS de type VA sont utilisés pour l’usinage de matériaux durs tenaces comme l’acier inoxydable. Gühring propose ici un spécialiste des matériaux : Le foret VHM RT 100 VA avec un angle de pointe de 140° et un pas de 30°. Pour l’usinage d’aciers inoxydables, on utilise des outils à géométrie adaptée qui réduisent l’évolution de la température et produisent également des copeaux courts dans ces matériaux à copeaux longs. Pour de meilleurs résultats, il est recommandé d’utiliser des forets VHM avec un revêtement dur correspondant.
Quel foret faut-il utiliser pour l’acier trempé ?
La microstructure du revêtement Signum se caractérise par des nanocristaux TiAlN extrêmement fins intégrés dans une matrice de nitrure de silicium résistant aux températures élevées de type verre. Il en résulte une grande dureté.
Affûtage de forets
Le processus de fabrication des forets comprend également l’affûtage des arêtes de coupe. La micro-conception de l’arête de coupe indique si l’arête de coupe est tranchante (ébréchée) ou arrondie au microscope. Les forets de haute qualité permettent d’éviter les ébréchures de l’arête de coupe et d’améliorer ainsi leur stabilité et leur finition de surface. Les procédés de préparation de l’arête de coupe incluent, par exemple : le sablage par voie humide, le micro-sablage, le meulage plongeant et le brossage robotisé.
Vous souhaitez en savoir plus sur le perçage et les outils de perçage Gühring ?
À la Gühring Academy, nous vous transmettons des connaissances approfondies sur l’univers de l’usinage des métaux.
Les unités d’apprentissage en ligne sont préparées de manière pratique et interactive et peuvent être consultées en ligne à tout moment.
Foret hélicoïdal
Qu’est-ce qu’un foret hélicoïdal ?
Foret hélicoïdal est un terme générique désignant différents types de forets tels que les forets à métal, les forets pour plastique, les forets à bois, les forets universels ainsi que les forets à pierre et à béton. Tous les forets hélicoïdaux ont un identifiant commun : Les rainures de serrage hélicoïdales qui ont donné leur nom aux forets. Différents forets hélicoïdaux sont utilisés en fonction de la dureté du matériau à usiner. Il en existe de trois types.

| Type N | Type H | Type W |
|---|---|---|
|
|
|
Quels sont les avantages du foret hélicoïdal?
Foret hélicoïdal à angle de dégagement
Les angles entre la pièce à usiner et l’arête de coupe influencent le processus d’usinage par coupe et varient en fonction du matériau à usiner. On distingue ici l’angle de dégagement (alpha), l’angle de calage (bêta) et l’angle de coupe (gamme). L’angle de dégagement est affûté sur l’outil pour qu’il puisse couper, ce qui est déterminant pour parvenir à une avance maximale. En même temps, il influence la friction entre la surface dégagée de la dent de coupe et la surface de coupe de la pièce à usiner. Un petit angle de dégagement convient aux matériaux durs et à copeaux courts, par ex. pour l’acier fortement allié.
Affûtage du foret hélicoïdal
L’ensemble de la gamme de matériaux à usiner exige des formes d’affûtage très variées.
Lors de l’affûtage de la forme A, la coupe transversale est affûtée afin de réduire les forces axiales. Cela signifie que la coupe transversale est réduite sous des angles bien définis en une seule opération supplémentaire avec une meule abrasive.
La forme B convient pour les matériaux produisant des copeaux longs comme par ex. l’acier de construction et l’acier hautement résistant. Il s’agit d’une combinaison de la forme A et d’une correction de coupe principale. L’angle de coupe positif est corrigé par une surface et la dent de coupe est affûtée « émoussée ». Lors du perçage dans le plein, la résistance au copeau augmente. Des paquets de copeaux se forment sur la surface corrigée qui sont brisés et évacués par les rainures de serrage.
La forme d’affûtage C correspond à l’affûtage en croix. Dans ce type d’affûtage, deux surfaces sont affûtées entre elles de manière à se croiser dans la zone de coupe transversale. Cela garantit d’excellentes capacités de centrage et des forces d’avance réduites. L’affûtage en croix permet ainsi d’obtenir des diamètres de perçage plus précis et un perçage parfaitement rond.
La forme d’affûtage D est une combinaison de la forme A et d’un angle de pointe supplémentaire de généralement 90°. Il enlève l’arête de coupe, ce qui permet d’obtenir deux nouvelles arêtes de coupe moins affûtées. L’outil est ainsi moins sensible aux chocs et sa durée de vie augmente. Cet affûtage est principalement utilisé lors de l’usinage des métaux pour la fonte grise, la fonte malléable et les pièces forgées.
Lors de la forme d’affûtage E, une pointe de centrage est affûtée. Cette géométrie se caractérise par d’excellentes capacités de centrage et un perçage précis avec peu de formation de bavures. Cet affûtage est utilisé pour les pièces à usiner à paroi mince, les tôles et les matériaux tendres.
Kit de forets hélicoïdaux
Forets VHMl
Qu’est-ce que le carbure ?
Le carbure est un matériau fritté, ce qui signifie qu’il a été cuit sous pression. C’est un mélange de différents carbures et de cobalt. C’est pourquoi on parle également de métaux durs en carbure frittés.
Utilisation du foret en carbure : Où utilise-t-on le carbure ?
Le carbure est principalement utilisé comme matériau de coupe pour les outils dans le domaine de l’usinage à enlèvement de copeaux tels que les forets, les outils de tournage et les outils de fraisage. En raison des valeurs de coupe accrues, des durées de vie plus longues et d’une meilleure qualité de perçage, les outils en carbure sont idéaux pour la production en série et en gros sur des machines CNC à serrage stable. Le prix d’achat des outils en carbure est toutefois nettement plus élevé que celui des outils HSS. Le carbure n’est donc pas toujours la solution la plus économique pour l’usinage à enlèvement de copeaux. En cas de conditions instables et de lots de petite taille, il est préférable d’utiliser des outils en acier rapide.
En chargeant la vidéo, vous acceptez la déclaration de confidentialité de YouTube.
En savoir plus
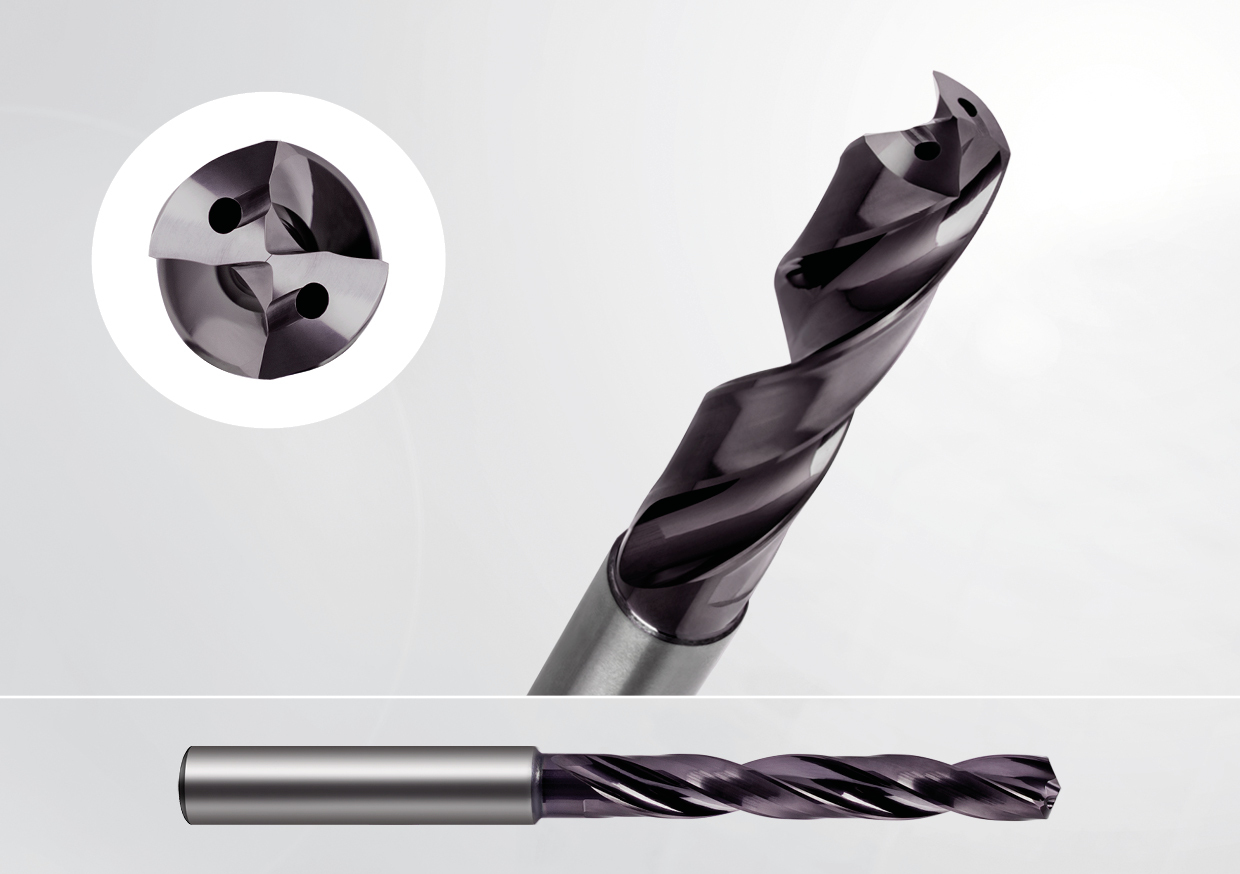
Qu’est-ce qu’un foret en carbure monobloc ?
Pour les forets carbure, le corps de l’outil et les arêtes de coupe peuvent être composés de différents matériaux de coupe. En revanche, avec un foret en carbure monobloc (VHM), le fabricant fabrique l’ensemble de l’outil en carbure. Les forets en carbure monobloc se prêtent pour des tâches d’usinage particulièrement exigeantes lorsqu’une résistance à l’usure et une efficacité élevées sont requises. La composition du matériau de coupe est fondamentale afin de fabriquer un foret VHM parfait. C’est pourquoi Gühring fabrique lui-même le carbure pour ses outils.
Les atouts des forets en carbure monobloc
Foret en carbure monobloc RT 100 XF
Le RT 100 XF convainc par ses performances et une flexibilité extrêmes dans un large éventail d’applications. Dans notre programme standard, il s’agit de l’outil pour des processus d’usinage exceptionnels.
Vos avantages avec le RT 100 XF :
- Optimisation de tous les paramètres d’outil pour des avancements extrêmes et un taux d’enlèvement de copeaux impressionnant
- accroissement maximale des performances grâce à une finition haut de gamme en interne
- Raccourcissement de la durée de cycle dans la fabrication en série, même pour les matériaux difficiles à usiner
En savoir plus : RT 100 XF
RT 100 XF dans la boutique en ligne
Foret universel RT 100 U

Le RT 100 U universel convient parfaitement à l’usinage des aciers jusqu’à env. 1 400 N/mm², de matériaux à copeaux courts et longs et des aciers fortement alliés et inoxydables. Le foret ratio permet d’obtenir des paramètres de coupe élevés et de produire des copeaux courts.
Vos avantages avec le RT 100 U :
- une géométrie de coupe optimisée pour des performances élevées
- perçages à alignements précis grâce à un appointissage spécial et à un affûtage à double surface
- très bon comportement d’autocentrage grâce à un angle de pointe de 140°
Foret long RT 100 T

Avec la gamme standard RT 100 T, Gühring propose un large assortiment pour des perçages profonds jusqu’à 40xD. Les forets haute performance VHM offrent une rentabilité et une efficacité maximales dans vos processus de fabrication et sont également proposés en tant que solution spéciale pour des besoins individuels.
Vos avantages avec le RT 100 T :
- évacuation sûre des copeaux grâce à une géométrie de rainure spécifique
- approvisionnement optimal en lubrifiant des arêtes de coupe grâce à une section maximale des canaux de refroidissement
- Protection efficace contre l’usure : Revêtement de tête avec la couche A de Gühring (TiAlN)
- temps d’usinage plus courts en raison de vitesses d’avances élevées
En savoir plus : Perçage de trous profonds
RT 100 T dans la boutique en ligne
Foret long à une lèvre EB 100 M

L’EB 100 M est le choix idéal pour réaliser des perçages profonds avec des tolérances d’alésage particulièrement étroites. Lors de la conception, Gühring renonce à un point de soudure, ce qui confère à l’outil une plus grande stabilité. L’outil de perçage robuste permet des avancements jusqu’à 30 % plus élevées.
Vos avantages avec le EB 100 M :
- Modèle en carbure monobloc (VHM) de haute qualité : convient à la quasi-totalité des matériaux
- Possibilités de perçages profonds jusqu’à 80xD avec un seul outil
- L’extrémité de l’attachement MQL garantit une lubrification fiable
En savoir plus : Perçage de trous profonds
EB 100 M dans la boutique en ligne
Forets HSS de Gühring
Classique, mais indispensable : Les outils de perçage HSS/HSCO
Forêt carbure ou HSS ? Les compétences des matériaux de coupe sont clairement réparties, et en tant que matériau de coupe pour les outils de perçage, le carbure n’est pas encore utilisé dans tous les domaines d’application. En particulier pour la fabrication en petite et moyenne séries, dans le cas de conditions d’usinage instables et lorsqu’une grande résistance est de rigueur, les utilisateurs continuent à privilégier les outils de perçage en acier rapide (HSS/HSCO). Avec un énorme éventail de produits et un niveau d’intégration verticale extrêmement élevé, la gamme d’outils de perçage HSS/HSCO Gühring est sans égale sur le marché mondial. Gühring a fabriqué des forets HSS depuis 1898 et ce, jusqu’à aujourd’hui.
Qu’est-ce qu’un foret HSS ?
Les forets HaSS sont des forets métalliques qui se distinguent par leurs possibilités d’utilisation universelles. En particulier pour la fabrication en petite et moyenne séries, dans le cas de conditions d’usinage instables et lorsqu’une grande résistance est de rigueur, les utilisateurs continuent à privilégier les outils de perçage en acier rapide (HSS/HSCO).
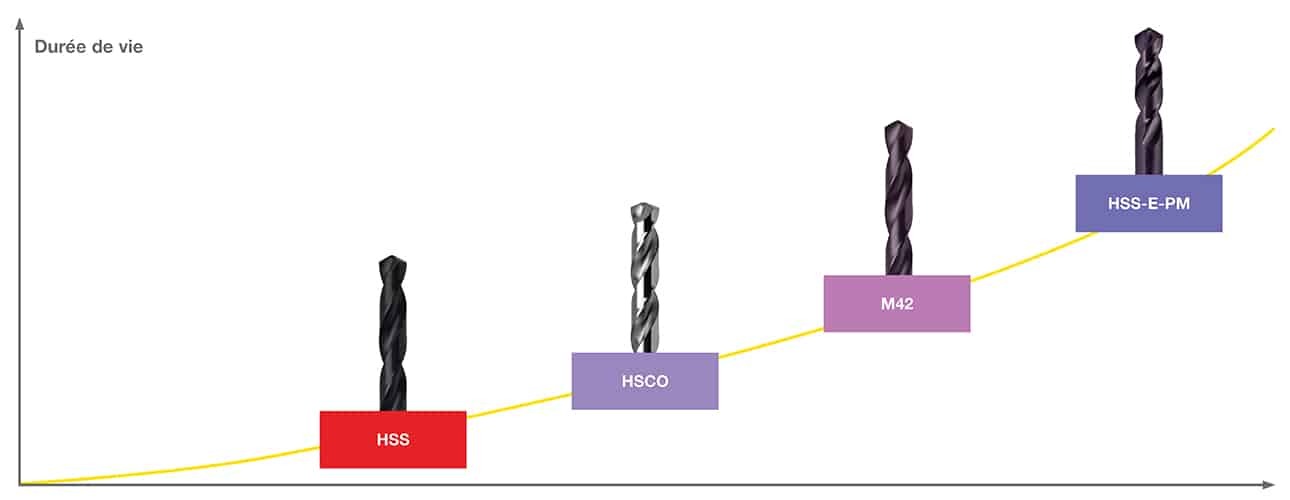
Différences de forets HSS
En fonction de la dureté et de la ténacité, les aciers rapides sont divisés en différents niveaux de qualité. Ces propriétés sont dues à des composants d’alliage tels que le tungstène, le molybdène et le cobalt. À mesure que les composants d’alliage augmentent, la résistance au revenu, la résistance à l’usure et les performances de l’outil augmentent, mais aussi le prix d’achat. C’est pourquoi, lors du choix du matériau de coupe, il faut tenir compte du nombre de perçages à réaliser dans chaque matériau. Lors d’un faible nombre de perçages, on recommande d’utiliser le matériau de coupe HSS le moins cher. Pour la production en série, il convient de choisir des matériaux de coupe de qualité supérieure tels que HSCO, M42 ou HSS-E-PM.
| Type HSS | HSS | HSCO (également HSS-E) | M42 (aussi HSCO8) |
PM HSS-E |
|---|---|---|---|---|
| Description | traitement des aciers rapides conventionnels | traitement des aciers rapides avec alliage au cobalt | traitement des aciers rapides avec alliage au cobalt à 8 % | Acier rapide fabriqué grâce à la technique de métallurgie des poudres |
| Composition | max. 4,5 % de cobalt et 2,6 % de vanadium | au moins 4,5 % de cobalt ou 2,6 % de vanadium | au moins 8 % de cobalt | même composants que HSCO, mais une fabrication différente |
| Application | Application universelle | Utilisation à des températures de coupe élevées/à un refroidissement défavorable, avec l’acier inoxydable | Application avec des matériaux difficiles à usiner | Application lors de fabrication en série et d’exigences élevées en matière de durée de vie |
Comment sont fabriqués les forets HSS ?
En fonction du type de fabrication, on distingue les forets hélicoïdaux laminés (forets HSS-R) et les forets hélicoïdaux avec une pointe de perçage affûtée (forets HSS-G). Un foret HSS-G est affûté à partir du matériau plein. Les forets HSS-G permettent d’atteindre une plus grande précision et un travail plus minutieux avec des tolérances inférieures à celles des forets HSS-R.
Outils Gühring pour applications spéciales
La gamme de Gühring comprend une multitude d’outils de perçage différents, comme par ex. des forets étagés, des forets à centrer et des forets de chanfreinage qui sont décrits plus en détail ci-dessous.

Quels sont les forets étagés proposés par Gühring ?
Foret étagé HSS/Foret étagé Gühring
Gühring fabrique des forets étagés de haute qualité en acier rapide (HSS). Cet acier à outils fortement allié présente une résistance élevée à l’usure et assure un perçage précis et économique.
Gühring propose de nombreux forets métalliques dans différents modèles. On distingue principalement ici les deux formes de centrage D et DR selon DIN 332. En plus de l’option standard « surface polie », il existe la possibilité d’une surface « traitée à la vapeur » pour un forage à usure réduite. Pour le serrage dans des mandrins courants, les forets étagés Gühring sont disponibles avec une forme de tige cylindrique et un cône morse.
En chargeant la vidéo, vous acceptez la déclaration de confidentialité de YouTube.
En savoir plus
Pourquoi un forage étagé ?
Les forets étagés sont souvent utilisés dans l’usinage des métaux pour le forage de noyures de tête de vis et le forage d’âmes du filet avec chanfreins. Ils sont également adaptés aux forages étagés avec de grandes qualités de surface.
Un foret étagé permet de combiner plusieurs étapes d’usinage en une seule opération et de réaliser des perçages de deux ou trois diamètres en une seule opération, ce qui permet d’économiser des outils. L’un des grands avantages du foret étagé par rapport aux forets d’un seul diamètre est l’économie d’étape de travail ou d’outils.
Foret à centrer
Qu’est-ce qu’un foret à centrer ?
Les forets à centrer sont des outils de perçage profilés et réalisent des alésages de réception pour le tournage ou le meulage entre les pointes. Souvent, les forets à centrer sont fabriqués en acier rapide (HSS). En ce qui concerne la géométrie de ces forets, la longueur de porte-à-faux courte et le profil étagé sont caractéristiques. À l’avant, la pointe de centrage supplémentaire, qui forme également le diamètre nominal de l’outil, assure un centrage optimal dans le perçage.
En chargeant la vidéo, vous acceptez la déclaration de confidentialité de YouTube.
En savoir plus
Comment fonctionne un foret à centrer ?
Les alésages de réception requièrent une précision élevée. Le foret à centrer peut réduire le dérapage du foret grâce à sa longueur d’outil courte et à sa petite pointe de centrage, ce qui permet une meilleure précision de positionnement.
Foret de chanfreinage
Qu’est-ce qu’un foret de chanfreinage ?
Le chanfreinage sert à ébavurer les perçages, c’est-à-dire à éliminer la partie saillante et tranchante à la surface de la pièce. En outre, les têtes de vis sont enfoncées avec une fraise. Les forets de chanfreinage ont généralement un angle de fraisage de 60, 75, 90 ou 180 degrés. Ils existent avec ou sans tenon de guidage. En règle générale, les fraises ont trois arêtes de coupe ou plus.
En chargeant la vidéo, vous acceptez la déclaration de confidentialité de YouTube.
En savoir plus
Quels sont les différents types de forets de chanfreinage ?
Les outils de chanfreinage sont divisés en :
- Fraise conique
- Foret aléseur en bout ou fraise de dressage
- Fraise profilée
Foret aléseur
Foret aléseur : Qu’est-ce qu’un foret aléseur ?
Les forets aléseurs sont utilisés pour agrandir les perçages prépercés, poinçonnés ou moulés à la dimension finale souhaitée. Les forets aléseurs permettent également d’améliorer l’ovalisation, l’écart d’alignement ou les défauts de surface dans le trou de forage. Les forets aléseurs optimisent donc le perçage de sortie. Si le perçage doit ensuite être usiné à l’aide d’un alésoir, les forets aléseurs garantissent la précision d’ajustage nécessaire.
En chargeant la vidéo, vous acceptez la déclaration de confidentialité de YouTube.
En savoir plus
Forets aléseurs Gühring
Gühring propose une large gamme d’outils d’alésage pour l’usinage de différents matériaux, les forets aléseurs Gühring étant de type N. Grâce à l’angle de torsion d’env. 30°, la dent de coupe du type N est polyvalente.
Outils de micro-perçage
Le micro-usinage gagne de plus en plus d’importance dans tous les secteurs, de la technologie médicale à l’industrie high-tech. Le perçage est l’une des principales techniques de micro-usinage. Plus les composants sont petits, plus les exigences en termes de précision, de reproductibilité et de rentabilité du processus sont élevées.
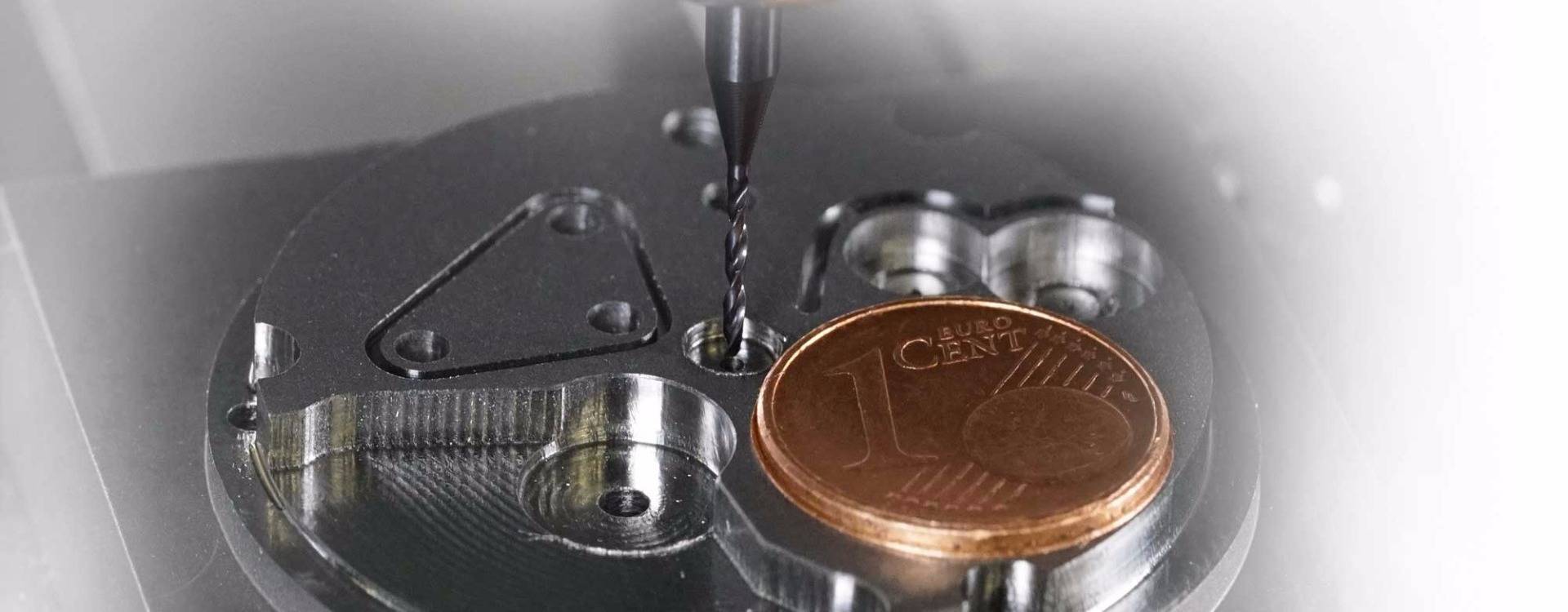
Micro-forets VHM ExclusiveLine
avec refroidissement interne

Les micro-forets VHM ExclusiveLine avec et sans refroidissement interne permettent un usinage haute performance de la quasi-totalité des matériaux. Les outils sont disponibles avec refroidissement interne à partir d’un diamètre de 1,00 mm et sans refroidissement interne à partir d’un diamètre de 0,50 mm. Vous avez le choix entre deux modèles : Une variante universelle, avec des performances maximales dans les matériaux en acier, et un type VA, spécialement conçu pour l’usinage d’aciers inoxydables, d’alliages spéciaux et de titane. La géométrie de pointe spécifique à l’application, les revêtements haut de gamme et le bon choix en matière de carbure garantissent des performances optimales du point de vue valeurs de coupe et durée de vie.
- pour des performances optimales avec des valeurs de coupe et des durées de vie maximales
- Se prête tout particulièrement pour l’emploi avec des matériaux en acier
- Géométrie spéciale de type VA pouvant être utilisée dans les aciers inoxydables, les alliages spéciaux et le titane
- Refroidissement interne à partir d’un diamètre de 1,00 mm
Exemple d’application n° 1 :
Fabrication en série
Matériau : Acier de cémentation allié 16MnCr5
Refroidissement interne avec émulsion 8 %
- d = 2,5 mm
- Vc= 120 m/min
- n = 15.279 tr/min
- fn= 0,14 mm/tr
- Vf= 2.139,06 mm/min
Exemple d’application n° 2 :
Fabrication en série
Matériau : Acier inoxydable X6CrNiTi18 10
Refroidissement interne avec émulsion 12 %
- d = 1,5 mm
- Vc= 80 m/min
- n = 16.980 tr/min
- fn= 0,045 mm/tr
- Vf= 764 mm/min
Micro-forets VHM

Les micro-forets VHM Gühring sans canaux de refroidissement couvrent les diamètres allant de 0,1 mm à 3,0 mm. Les micro-forets VHM permettent d’obtenir d’excellents paramètres de coupe et de longues durées de vie avec des conditions d’usinage stables et des performances de machines élevées. L’utilisation de carbure ultrafin, qui outre une dureté et une résistance à la chaleur extrêmes, présente une excellente résistance à l’abrasion, garantit notamment une efficacité maximale des micro-forets VHM.
- pour des conditions d’usinage stables
- Paramètres de coupe et durées de vie plus élevés
Exemple d’application :
Fabrication en série sur une machine cadencée rotative
Matériau : Acier d’amélioration 42CrMo4
avec refroidissement externe émulsion 10 %
- d = 1,2 mm
- Vc = 65 m/min
- n = 17.242 tr/min
- fn= 0,06 mm/tr
- Vf = 1.035 mm/min
Micro-foret HSS-E-PM
![]()
Les micro-forets Gühring performants en acier HSS-E basés sur la technique de métallurgie des poudres se caractérisent par une forte résistance à l’abrasion et une grande ténacité, ainsi que par une grande stabilité de l’arête de coupe, ce qui est important en particulier lorsque les conditions d’usinage sont instables. L’acier HSS-E obtenu grâce à la technique de métallurgie des poudres présente une structure très homogène, qui produit un effet positif sur l’efficacité élevée constante des micro-forets.
- Usinage plus efficace dans des conditions d’usinage instables avec ce foret HSS-E
- HSS-E-PM résistant à l’usure et bonne stabilité de l’arête de coupe
Exemple d’application :
Fabrication en série sur machines multibroches avec forets HSS-E
Matériau : Acier inoxydable 1.4301
avec refroidissement externe émulsion 10 %
- d = 2,0 mm
- Vc= 15 m/min
- n = 2.387 tr/min
- fn= 0,03 mm/tr
- Vf= 71,61 mm/min
Avantages et domaines d’application
Gühring propose des solutions optimales, que ce soit pour la fabrication en série de grandes tailles de lots à l’aide de machines présentant des performances maximales et un refroidissement interne, pour des tâches d’usinage avec de plus petites tailles de lots ou avec des performances de machines limitées et des conditions d’usinage difficiles.
Portée du programme
La vaste gamme de micro-forets Gühring composée de micro-forets VHM et HSS-E-PM couvre toutes les plages de diamètre de 0,05 mm à 3,0 mm dans la gamme HSS et de 0,10 à 3,00 mm dans la gamme VHM. Les outils sont disponibles dans des longueurs de 3xD à 15xD. Les outils avec refroidissement interne sont disponibles dans la gamme standard à partir d’un diamètre de 1 mm.
Systèmes de perçage à plaquettes interchangeables pour l’usinage de l’acier

HT 800 WP pour l’usinage de structure en acier
Habituellement, la préparation au montage des structures en acier se fait sur des installations de perçage/de découpage spéciales. et les conditions de serrage sur ces machines sont généralement instables. Cela impose des exigences élevées en ce qui concerne les outils de perçage. Gühring propose des plaquettes interchangeables spécialement conçues pour l’usinage de structures en acier. La géométrie d´affûtage de ces plaquettes de coupe réversibles garantit des capacités de centrage optimales et compense ce faisant les conditions d’usinage instables. L’angle de pointe élevé à l’extérieur des plaquettes de coupe interchangeables garantit une formation de bavures minime.
Gühring a également élargi son offre de plaquettes de coupe réversibles pour l’usinage des aciers C. Leur forme stable qui caractérise la dent de coupe assure une bonne résistance à l’usure, sans augmenter les forces de processus. Le tranchant concave garantit une brisure de copeaux optimale des aciers à copeaux longs.
Ces outils de perçage spéciaux en carbure sont basés sur le système d’outils HT 800 WP. Le HT 800 se compose d’une structure en acier résistante à l’abrasion, du corps de coupe interchangeable et d’une vis de blocage équipée d’un mécanisme de serrage. Grâce à des cônes et à un logement, la plaquette de coupe interchangeable présente peu de jeu et repose de manière fixe dans le support. Le principe de serrage innovant permet d’obtenir une sécurité des processus maximale pour les perçages allant jusqu’à 10 x D. Le système modulable permet un changement de plaquettes aisé, directement dans la machine. Il devient inutile de changer d’outil et donc de procéder à un nouveau réglage.
En ce qui concerne le matériau de coupe, la géométrie et la surface, les plaquettes interchangeables sont adaptées à leur domaine d’application respectif. Ainsi, le HT 800 avec profilé de goujure optimisé permet d’obtenir des perçages de qualité identique à celle d’un foret en carbure monobloc. Les plaquettes de coupe réversibles peuvent être utilisées dans les supports standard 1xD, 1,5xD, 3xD, 5xD, 7xD et 10xD. Dans la plage de diamètre de 26,00 à 40,00 mm, il est également possible de réaffûter les plaquettes.
Systèmes de perçage à plaquettes interchangeables pour l’usinage de l’acier
Gühring a également étendu sa gamme de HT 800 pour l’usinage de l’acier C. La forme stable qui caractérise la dent de coupe des plaquettes interchangeables spéciales assure une bonne résistance à l’abrasion, sans augmenter les forces de processus. Le tranchant concave garantit une brisure de copeaux optimale des aciers à copeaux longs.
Les plaquettes de coupe réversibles ont déjà permis d’obtenir des résultats remarquables :
- Segment de marché : Automobile
- Composants : Connecteur
- Profondeur de perçage : 24 mm, trou traversant
- Diamètre : 19.5
- Matériau : C40
- Durabilité : 6 000 perçages
- Durée de vie : 144 m
- Vitesse de coupe Vc : 120 m/min
- Avance par rotation f : 0,35 mm/tr
Le HT 800 se compose d’une structure en acier résistante à l’abrasion, du corps de coupe interchangeable et d’une vis de blocage équipée d’un mécanisme de serrage. Grâce à des cônes et à un logement, la plaquette de coupe interchangeable présente peu de jeu et repose de manière fixe dans le support. Le principe de serrage innovant permet d’obtenir une sécurité des processus maximale pour les perçages allant jusqu’à 10 x D. Les vis de serrage équipées d’une sécurité améliorent le maintien, même dans le cas d’usinages soumis à de fortes vibrations.
Foret à plaquettes
Les forets à plaquettes indexables se composent d’un corps de base en acier rapide avec des surfaces de coupe et des goujures servant de support à une ou plusieurs plaquettes indexables interchangeables.
Plaquettes réversibles en carbure
Pour les plaques interchangeables, le support est fait en matériau souple et bon marché et la plaque est en carbure. Cela est particulièrement utile pour les très grands diamètres de perçage. Les plaquettes de coupe réversibles sont serrées ou vissées dans un porte-outil pour utilisation dans l’usinage des métaux. Elles possèdent généralement plusieurs arêtes de coupe. Si une arête de coupe est usée, il suffit de tourner la plaquette.
Comment sont fabriquées les plaquettes de coupe en carbure ?
Les plaquettes de coupe réversibles sont fabriquées selon la méthode par frittage. La poudre de carbure est pressée sous forme de poudre et chauffée à environ 1 500 degrés Celsius, la poudre fond pour former du carbure. Après le frittage, la géométrie et la taille de la plaquette de coupe réversible sont déterminées lors d’un processus de meulage. Enfin, les plaquettes de coupe réversibles sont recouvertes de différents revêtements.
Vous ne voulez pas rater les tendances de l’univers de l’usinage des métaux ?


ÉLÉMENTS DE SERRAGE
La précision est un état d’esprit

OUTILS D'ALÉSAGE
Un alésage parfait dans tous les diamètres

OUTILS DE CHANFREINAGE ET D'ÉBAVURAGE
Un ébavurage rapide, propre et entièrement automatisé