
Drill
Teknologi Drill termutakhir
Pada tahun 1898, Gühring memproduksi drill HSS pertama dan hingga kini tetap setia pada asal-usulnya. Keberagaman alat drill kami tak tertandingi di pasaran. Program produk mencakup mata bor mikro berdiameter 0,05 mm hingga solusi khusus dengan diameter 180 mm dan HSS hingga VHM atau PKD.
Bor logam – kami menentukan standar untuk masa depan
Dengan lebih dari 600 paten di seluruh dunia, Gühring merupakan penggerak inovasi utama dalam bidang pemesinan logam. Material yang lebih efisien dan komponen yang kompleks selalu membutuhkan alat yang efektif untuk memenuhi kebutuhan ekstrem saat memotong logam.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationDownloads / Links
General Catalogue
RT 100 InoxPro
RT 100 XF – Machining of steel materials
GU 500 – Universal drill
HT 800 WP – Interchangeable inserts drilling system
StepPower – Drilling by hand
RT 100 InoxPro solid carbide drill
RT 100 XF solid carbide drill
GU 500 universal drills
FB 200 U flat drill
Sorotan produk kami
Ada Drill apa saja yang tersedia?
Pada tahun 1898, Gühring memproduksi drill HSS pertama dan hingga kini tetap setia pada asal-usulnya. Variasi drill kami tidak tertandingi di pasaran. Rangkaian produk di bidang drill mencakup jenis drill berikut ini:
- Drill spiral HSS dan VHM
- Step drill, Drill bit
- Center drill and NC-center drill
- Mikro drill dengan diameter hingga Ø 0,05 mm
- Kedalaman lubang drill untuk rasio diameter memiliki panjang hingga 80xD
- Sistem bor dengan pelat yang bisa ditukar

Mengenali logam drill : Bagaimana cara untuk mengenali logam drill?
Logam drill merupakan drill spiral dan kadang-kadang disebut juga sebagai insert drill. Bagian depan drill berbentuk runcing dan dilengkapi dua tepi pemotongan yang tajam. Karakteristik drill logam adalah bagian ujung yang tajam, yang bisa mengebor bahan logam dengan mudah. Terdapat alur spiral pada poros di belakangnya, yang memastikan pembuangan tatal.
Drill mana yang cocok untuk bahan baja tahan karat?
Drill VHM tipe VA atau HSS digunakan untuk pengerjaan bahan yang keras seperti baja tahan karat. Gühring menghadirkan bahan khusus untuk jenis pengerjaan ini: Drill VHM RT 100 VA dengan sudut ujung 140° dan pitch 30°. Alat dengan geometri yang diadaptasi digunakan untuk pemrosesan bahan baja tahan karat, mengurangi peningkatan suhu, dan menghasilkan tatal yang pendek, bahkan saat melakukan pengeboran dengan waktu proses yang panjang. Untuk mendapatkan hasil terbaik, drill VHM harus digunakan dengan lapisan bahan keras yang sesuai.
Drill mana yang cocok untuk bahan baja yang dikeraskan?
Baja yang dikeraskan merupakan baja yang dipanaskan pada suhu 750 °C hingga 1050 °C untuk meningkatkan kekuatan mekaniknya. Kami merekomendasikan penggunaan drill carbide dengan lapisan Signum, seperti drill rasio RT 100 HF dari Gühring.
Mikrostruktur lapisan Signum memiliki karakteristik nanokristal TiAlN tertanam yang sangat halus dalam matriks silikon nitrida yang tahan terhadap suhu yang tinggi. Menghasilkan tingkat kekerasan yang tinggi.
Grinding Drill
Proses produksi drill juga mencakup pembubutan bagian tepi pemotongan. Bentuk mikro dengan bagian tepi insisal mengindikasikan apakah bagian tepi insisal tajam (bergerigi) atau membulat di bawah pengamatan mikroskop. Tingkat kekasaran bagian tepi pemotongan bisa dihindari dengan bor bermutu tinggi, sehingga meningkatkan stabilitas dan mutu permukaannya. Proses untuk penyiapan bagian tepi pemotongan mencakup: Blasting basah, blasting mikro, drag sanding, dan penyikatan menggunakan robot.
Ingin mengetahui informasi lebih lanjut tentang drilling tools dari Guhring?
Kami menyediakan pengetahuan komprehensif di bidang pemotongan logam di Akademi Gühring.
Unit pembelajaran online yang praktis dan interaktif serta bisa diakses secara online setiap saat.

Spiral Drill
Apa itu Spiral Drill?
Spiral Drill merupakan istilah umum untuk berbagai jenis drill seperti Drill logam, Drill plastik, Drill kayu, Dril universal, serta Drill batu dan beton. Semua drill spiral memiliki satu kesamaan: Bentuk spiral menjadi asal dari nama drill tersebut. Drill spiral yang berbeda digunakan tergantung pada tingkat kekerasan bahan yang akan diproses. Drill spiral bisa dibagi menjadi tiga jenis utama.

| Tipe N | Tipe H | Tipe W |
|---|---|---|
|
|
|
Apa manfaat dari drill spiral?
Drill spiral dengan sudut jarak pisah bebas
Sudut antara benda kerja dan bagian tepi pemotongan memengaruhi proses pemesinan dan bervariasi, tergantung pada bahan yang akan dikerjakan. Perbedaan terdapat di antara sudut jarak pisah (alfa), sudut baji (beta), dan sudut tatal (gamma). Sudut jarak pisah dibubut pada alat sehingga memotong semua bagian yang diperlukan dan oleh karenanya menentukan pemakanan maksimum. Pada saat yang sama, proses ini memengaruhi gesekan antara permukaan bebas pada baji pemotongan dan permukaan potongan benda kerja. Sudut jarak pisah yang kecil cocok untuk bahan yang keras dan potongan tatal yang pendek, misalnya untuk baja dengan tingkat paduan yang tinggi.
Twist Drill
Ragam bahan yang bisa dikerjakan membutuhkan berbagai macam bentuk mata bor.
Dengan bentuk gerinda A, bagian tepi pahat ditipiskan untuk mengurangi gaya aksial. Artinya, dalam operasi tambahan menggunakan roda gerinda, bagian tepi pemotongan dikurangi pada sudut yang ditentukan.
Bentuk bevel B cocok untuk digunakan pada bahan dengan produksi tatal yang panjang, seperti baja ringan dan baja dengan tingkat kekuatan tinggi. Merupakan kombinasi dari bentuk A dan koreksi bagian tepi pemotongan utama. Sudut rake positif dikoreksi oleh permukaan dan baji pemotongan dibubut hingga “tumpul”. Meningkatkan ketahanan tatal saat melakukan pengeboran ke dalam benda padat. Tatal terbentuk dari permukaan yang diproses, yang disedot dan dipisahkan melalui tabung tatal.
Bentuk gerinda C cocok untuk digunakan pada gerinda silang. Dengan tipe gerinda ini, dua permukaan bisa dibubut secara bersamaan sedemikian rupa sehingga bersilangan di area tepi pemotongan. Hal ini memastikan adanya properti pemusatan yang sangat baik dan gaya pemakanan yang lebih rendah. Dengan cara ini, diameter bor yang lebih presisi dan lubang bor yang sempurna bisa tercipta dengan gerinda silang.
Bentuk bevel D merupakan kombinasi bentuk A dan sudut puncak tambahan yang sebagian besar terdiri dari sudut 90°. Menghilangkan sudut pemotongan, menghasilkan dua sudut pemotongan baru yang tidak terlalu tajam. Fitur ini membuat alat bersifat kurang sensitif terhadap beban benturan dan meningkatkan usia pakainya. Gerinda ini terutama digunakan dalam pengerjaan logam untuk besi cor abu, besi cor lunak, dan penempaan.
Yang disebut sebagai titik pusat adalah dasar untuk bentuk gerinda E. Geometri ini memiliki karakteristik sifat pemusatan yang sangat baik dan pengeboran yang presisi dengan sedikit terbentuknya burr. Gerinda ini digunakan untuk benda kerja berdinding tipis, lembaran logam, dan bahan yang lunak.
Set bor spiral
Bor VHM
Apa itu karbida?
Karbida merupakan bahan sinter, yang berarti dipanggang atau dipanaskan dalam kondisi bertekanan. Merupakan campuran dari beragam bahan karbida dan kobalt. Oleh karena itu, sering disebut juga sebagai logam keras karbida yang disinter.
Penggunaan Bor Karbida: Di manakah karbida digunakan?
Karbida terutama digunakan sebagai bahan pemotongan untuk peralatan di bidang pemesinan, seperti bor, alat bubut, dan alat frais. Karena nilai pemotongan yang meningkat, usia pakai, dan mutu pengeboran yang lebih baik, alat karbida cocok digunakan untuk produksi serial dan berskala besar pada mesin CNC dengan penjepitan yang stabil. Namun, harga alat karbida jauh lebih tinggi bila dibandingkan dengan alat HSS. Oleh karena itu, karbida tidak selalu menjadi solusi yang paling ekonomis untuk pemesinan. Khususnya dalam kondisi yang tidak stabil dan ukuran batch kecil, sebaiknya gunakan alat yang terbuat dari baja berkecepatan tinggi.
Apa itu solid carbide drill?
Pada bor karbida, bagian badan alat dan tepi pemotongan terbuat dari bahan yang berbeda. Sebaliknya, pada bor yang terbuat dari bahan karbida padat (VHM), produsen membuat seluruh bagian alat dari bahan karbida. Bor karbida padat cocok untuk tugas pemesinan yang sangat berat, yang memerlukan tingkat ketahanan terhadap aus dan efisiensi yang tinggi. Produksi bor VHM yang sempurna dimulai dengan komposisi bahan pemotongannya. Itulah sebabnya mengapa Gühring memproduksi logam keras untuk peralatannya secara mandiri.
Sorotan Produk – Solid Carbide Drill
Solid carbide drill RT 100 XF

RT 100 XF menghadirkan kinerja, fleksibilitas, dan ragam aplikasi yang luar biasa. Dalam rangkaian produk standar kami, produk ini merupakan alat untuk proses pemesinan yang luar biasa.
Manfaat dari penggunaan RT 100 XF:
- Pengoptimalan semua parameter alat memungkinkan laju pemakanan yang luar biasa dan laju pengeluaran tatal secara maksimal
- pemanfaatan kinerja maksimum berkat pemolesan akhir yang bermutu tinggi
- Pengurangan waktu siklus dalam produksi serial, bahkan pada bahan yang sulit dikerjakan dengan mesin
Drill universal RT 100 U

RT 100 U universal cocok digunakan untuk pemesinan baja hingga kira-kira 1.400 N/mm², bahan tatal yang pendek dan panjang, serta baja tahan karat dengan tingkat paduan yang tinggi. Dengan bor rasio, data pemotongan tertinggi dan bagian tatal yang pendek bisa tercapai.
Manfaat dari penggunaan RT 100 U:
- geometri bagian tepi pemotongan yang dioptimalkan untuk kinerja yang tinggi
- lubang bor yang disejajarkan dengan presisi berkat penipisan khusus dan gerinda 2 permukaan
- pemusatan yang sangat baik berkat sudut puncak 140°
Gun Drill RT 100 T

Dengan rentang standar RT 100 T, Gühring menghadirkan rangkaian produk yang luas untuk pengeboran dalam hingga 40xD. Bor VHM berkinerja tinggi menghadirkan penghematan dan efisiensi maksimum untuk proses produksi Anda, dan tersedia juga sebagai solusi khusus untuk beragam kebutuhan spesifik.
Manfaat dari penggunaan RT 100 T:
- pembuangan tatal yang andal berkat geometri tabung yang disesuaikan secara khusus
- Pasokan bagian tepi pemotongan yang optimal dengan pelumas, berkat penampang maksimum dari saluran pendingin
- perlindungan terhadap keausan yang efektif: Pelapisan bagian kepala dengan Gühring A-layer (TiAlN)
- waktu pemesinan tersingkat berkat laju pemakanan yang tinggi
Informasi lebih lanjut: Pengeboran lubang dalam
RT 100 T di toko online
Gundrill satu sisi EB 100 M

EB 100 M merupakan pilihan yang sempurna untuk membuat lubang yang dalam dengan toleransi pengeboran yang sangat kecil. Gühring tidak menggunakan titik penyolderan pada desainnya demi memastikan kestabilan alat. Laju pemakanan hingga 30 persen lebih tinggi bisa dilakukan dengan alat pengeboran yang serba guna.
Manfaat dari penggunaan EB 100 M:
- Eksekusi berkat VHM bermutu tinggi: cocok untuk hampir semua jenis bahan
- Pengeboran lubang dalam hingga 80xD dimungkinkan dengan satu alat saja
- Ujung poros MQL memastikan adanya proses pelumasan yang andal
Informasi lebih lanjut: Pengeboran lubang dalam
EB 100 M di toko online
Drill HSS dari Gühring
Konvensional, tetapi sangat diperlukan: Drill HSS/HSCO
Drill Carbide atau HSS? Kompetensi material alat ditentukan dengan jelas – dan Carbide sebagai material untuk drill tidak pernah terbukti sesuai untuk semua bidang penggunaan. Terutama untuk produksi seri kecil dan sedang dengan kondisi pemesinan yang tidak stabil dan saat kekuatan diperlukan, pengguna terus mengandalkan alat bor yang terbuat dari baja kecepatan tinggi (HSS/HSCO). Dengan banyaknya rangkaian produk dan kedalaman produk yang luar biasa tinggi, rangkaian produk alat bor HSS/HSCO dari Gühring tidak tertandingi di seluruh dunia. Gühring telah dan masih memproduksi bor HSS sejak tahun 1898.
Apa itu HSS Drill?
Bor HSS merupakan bor logam dengan karakteristik aplikasi yang bersifat universal. Terutama untuk produksi seri kecil dan sedang dengan kondisi pemesinan yang tidak stabil dan saat kekuatan diperlukan, pengguna terus mengandalkan alat bor yang terbuat dari baja kecepatan tinggi (HSS/HSCO).
Perbedaan antara bor HSS
Tergantung pada tingkat kekerasan dan ketangguhannya, baja berkecepatan tinggi dibagi menjadi beberapa tingkat mutu yang berbeda. Komponen paduan seperti tungsten, molibdenum, dan kobalt menghasilkan properti yang berbeda. Dengan meningkatnya komponen paduan, ketahanan terhadap kerusakan, keausan, dan kinerja alat bisa ditingkatkan, begitu pula dengan harganya. Perlu dipertimbangkan berapa jumlah lubang yang akan dibuat pada bahan tertentu saat memilih bahan pemotongan. Disarankan menggunakan bahan pemotongan HSS yang paling murah untuk jumlah lubang yang sedikit. Bahan pemotongan dengan mutu yang lebih tinggi seperti HSCO, M42, atau HSS-E-PM harus dipilih untuk produksi serial.
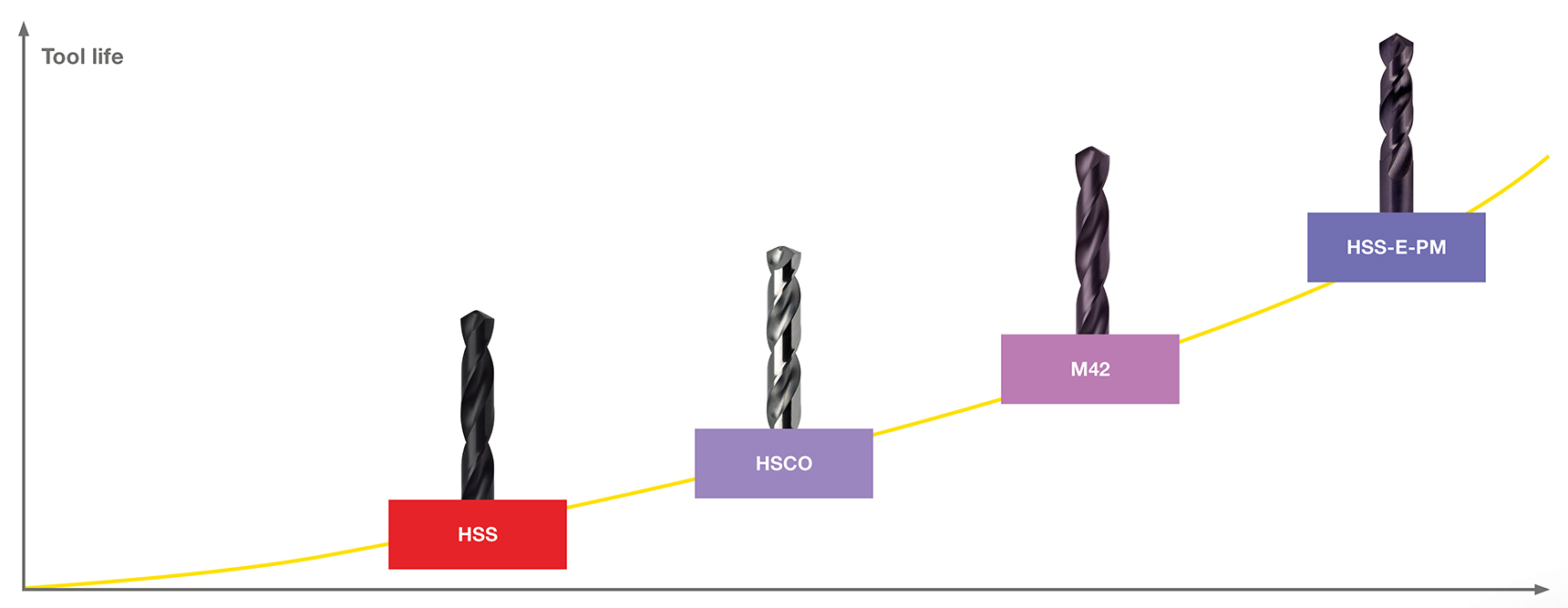
| Kelas HSS | HSS | HSCO (juga HSS-E) | M42 (juga HSCO8) | PM HSS-E |
|---|---|---|---|---|
| Deskripsi | Baja konvensional berkecepatan tinggi | Paduan kobalt dan baja berkecepatan tinggi | Paduan kobalt dan baja berkecepatan tinggi 8% | Baja berkecepatan tinggi diproduksi dengan metalurgi serbuk |
| Komposisi | maks. 4,5% kobalt dan 2,6% vanadium | setidaknya 4,5% kobalt atau 2,6% vanadium | setidaknya 8% kobalt | Bahan yang sama seperti HSCO, produksi yang berbeda |
| Penggunaan | Aplikasi universal | Aplikasi pada suhu pemotongan yang tinggi/pendinginan yang kurang baik, baja tahan karat | Digunakan untuk bahan yang sulit dikerjakan dengan mesin | Aplikasi dalam produksi serial dan kebutuhan akan usia pakai yang tinggi |
Bagaimana cara drill HSS dibuat?
Tergantung pada jenis produksinya, ada perbedaan antara drill spiral gulung (bor HSS-R) dan drill spiral dengan ujung bor yang dibubut (bor HSS-G). Drill HSS-G dibubut dan dibuat dari bahan padat. Tingkat akurasi yang lebih tinggi dan lebih presisi dengan toleransi yang lebih rendah dimungkinkan dengan drill HSS-G bila dibandingkan dengan drill HSS-R.
Drill set HSS
Gühring juga menyediakan drill HSS dalam berbagai dimensi yang berbeda sebagai rangkaian bor praktis. Misalnya, satu drill set dengan beberapa drill spiral yang terbuat dari HSCO atau M42 cocok untuk digunakan oleh para tukang dan pengrajin. Kombinasi set lainnya dimungkinkan berdasarkan permintaan.
Gühring tool untuk aplikasi khusus
Portofolio Gühring mencakup sejumlah besar alat bor yang beragam. Hal ini juga mencakup, misalnya bor langkah, bor tengah, dan bor kerucut, yang disajikan secara lebih terperinci di bawah ini.

Step Drill apa yang disediakan oleh Gühring?
Step Drill HSS / Step Drill Gühring
Gühring memproduksi step drill bermutu tinggi dari bahan baja berkecepatan tinggi (HSS). Alat baja dengan tingkat paduan tinggi ini memiliki ketahanan terhadap aus yang tinggi demi memastikan proses pengeboran yang akurat dan hemat biaya.
Gühring menghadirkan beragam bor logam dengan berbagai variasi desain. Perbedaan utama di sini adalah antara dua jenis pemusatan D dan DR menurut DIN 332. Selain opsi permukaan “cerah” yang standar, ada opsi pemrosesan permukaan “tempa dengan uap” untuk pengeboran dengan tingkat keausan yang rendah. Untuk menjepit cuk bor umum, bor langkah Gühring tersedia dengan bentuk poros silinder dan ujung lancip Morse.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationMengapa menggunakan step drill?
Step drill sering digunakan dalam pengerjaan logam untuk mengebor countersink kepala sekrup dan lubang yang dilengkapi dengan countersink. Juga cocok digunakan untuk lubang bor berundak dengan mutu permukaan yang tinggi.
Dengan step drill, beberapa langkah pemesinan bisa disatukan dan lubang dengan dua atau tiga diameter bisa diproduksi dalam satu langkah operasi, menghemat pemakaian dan memperpanjang usia pakai alat. Manfaat terbesar dari bor langkah dibandingkan dengan bor yang terdiri dari satu diameter saja adalah penghematan langkah dan alat kerja.
Center drill
Apa itu center drill?
Center drill merupakan alat bor profil yang digunakan dalam membuat lubang pemasangan untuk melakukan putaran atau penggilingan di antara bagian pusat. Center drill sering dibuat dari bahan baja berkecepatan tinggi (HSS). Profil pendek dan profil berundak menjadi ciri khas geometri bor ini. Terdapat tambahan titik pemusatan pada bagian depan, yang juga membentuk diameter nominal alat, memastikan adanya pemusatan lubang yang tinggi.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationBagaimana cara kerja Center drill?
Lubang pemasangan memiliki persyaratan tingkat akurasi yang tinggi. Center drill , dengan panjang alat yang pendek dan titik tengah yang kecil, bisa mengurangi penyimpangan bor dan memastikan adanya akurasi posisi yang lebih baik.
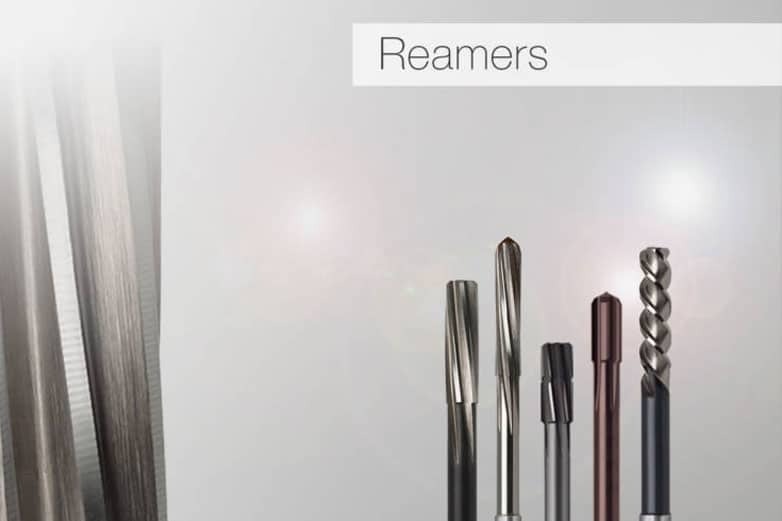
Mata bor
Mata bor: Apa itu mata bor?
Mata bor digunakan untuk memperbesar lubang yang sudah dibor, dilubangi, atau diproduksi ke ukuran akhir yang diperlukan. Ketidakbulatan, ketidaksejajaran, atau cacat permukaan pada lubang yang dibor juga bisa diperbaiki dengan mata bor. Oleh karena itu, mata bor digunakan untuk mengoptimalkan dan memperbaiki lubang awal. Jika lubang akan diproses dengan alat untuk membesarkan lubang, mata bor digunakan untuk memastikan akurasi kesesuaian yang diperlukan.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationMata bor Gühring
Gühring menyediakan beragam alat bor untuk pemesinan bahan yang berbeda, dan alat bor Guhring dirancang sebagai jenis N. Karena sudut heliksnya sekitar 30°, bagian baji pemotongan tipe N bisa digunakan dalam berbagai cara.
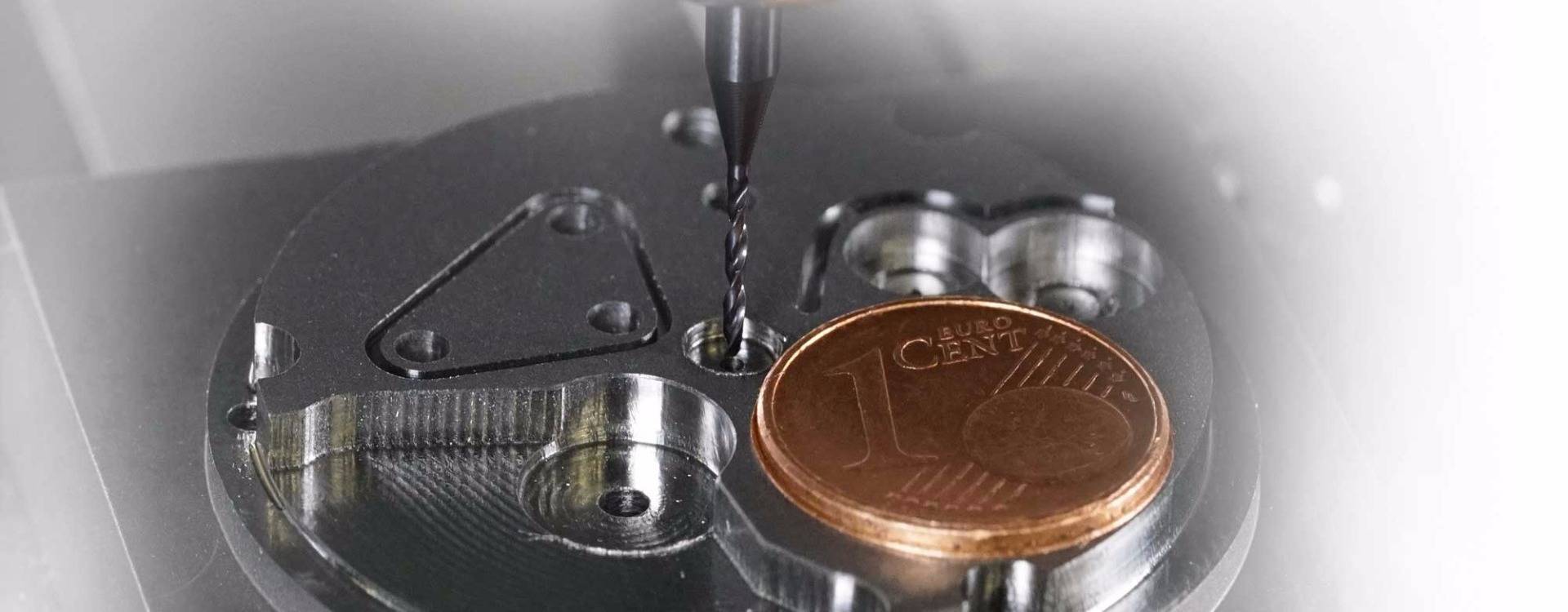
Micro Drill
Pemesinan mikro semakin penting di berbagai sektor, mulai dari teknologi medis hingga industri berteknologi tinggi. Dalam hal ini, operasi pengeboran merupakan elemen penting. Makin kecil komponen, makin tinggi kebutuhan akan presisi, konsistensi keakuratan, dan efisiensi di dalam proses.
Mikro Drill ExclusiveLine VHM
dilengkapi juga dengan pendinginan internal

Mikro drill ExclusiveLine VHM, dengan atau tanpa IK (pendinginan internal), memungkinkan pemesinan berkinerja tinggi pada hampir semua bahan yang ada. Alat tersedia dengan pendinginan internal dari diameter 1,00 mm dan tanpa pendinginan internal dari diameter 0,50 mm. Tersedia dua jenis pilihan: Varian universal dengan kinerja maksimal untuk bahan baja, dan tipe VA digunakan untuk memproses bahan baja tahan karat, paduan khusus, dan titanium. Geometri bagian ujung untuk aplikasi khusus, pelapisan kelas atas, dan pilihan karbida yang tepat bisa memastikan kinerja maksimum di bidang nilai pemotongan dan usia pakai alat.
- untuk kinerja maksimal dengan nilai pemotongan dan usia pakai tertinggi
- Khusus untuk digunakan dengan bahan baja
- Jenis geometri khusus VA untuk digunakan pada bahan baja tahan karat, paduan khusus, dan titanium
- Pendinginan internal dari diameter 1,00 mm
Contoh penggunaan 1:
Produksi serial
Bahan: Paduan baja pengeras rangka 16MnCr5
Pendinginan internal dengan emulsi 8%
- d = 2,5 mm
- Vc= 120 m/mnt
- n = 15.279 U/mnt
- fn= 0,14 mm/U
- Vf= 2.139,06 mm/mnt
Contoh penggunaan 2:
Produksi serial
Bahan: Baja tahan karat X6CrNiTi18 10
Pendinginan internal dengan emulsi 12%
- d = 1,5 mm
- Vc= 80 m/mnt
- n = 16.980 U/mnt
- fn= 0,045 mm/U
- Vf= 764 mm/mnt
Micro drill VHM

Micro drill VHM tanpa saluran pendingin dari Gühring mencakup rentang diameter dari 0,1 mm hingga 3,0 mm. Dengan bor mikro VHM, parameter pemotongan yang sangat baik dan usia pakai yang tahan lama bisa tercapai saat kondisi pemesinan stabil dan dengan mesin berkinerja tinggi. Antara lain dengan penggunaan karbida ultrahalus, yang selain sangat keras dan tahan terhadap panas, juga memiliki ketahanan tinggi terhadap keausan sehingga memungkinkan kinerja yang sangat tinggi pada bor mikro VHM.
- untuk kondisi pemesinan yang stabil
- parameter pemotongan dan usia pakai bagian tepi pemotongan yang lebih tinggi
Contoh penggunaan:
Produksi serial pada mesin transfer rotari
Bahan: Baja tempa 42CrMo4
dengan pendinginan eksternal emulsi 10%
- d = 1,2 mm
- Vc = 65 m/mnt
- n = 17.242 U/mnt
- fn= 0,06 mm/U
- Vf = 1.035 mm/mnt
Micro drill HSS-E-PM
![]()
Micro drill HSS-E Gühring yang terbuat dari baja HSS-E metalurgi serbuk berkinerja tinggi dikenal karena stabilitas mata potong serta kekuatan dan ketahanannya yang sangat tinggi terhadap keausan, yang sangat penting saat menghadapi kondisi pemesinan yang tidak stabil. Baja HSS-E yang diproduksi dari metalurgi serbuk memiliki struktur yang sangat homogen, yang memberikan dampak positif pada kapabilitas kinerja tinggi bor mikro.
- pemesinan yang andal dalam kondisi pemesinan yang tidak stabil dengan bor HSS-E
- HSS-E-PM yang tahan aus dan stabilitas bagian tepi pemotongan yang tinggi
Contoh penggunaan:
Produksi serial pada mesin multiputaran dengan bor HSS-E
Bahan: Baja tahan karat 1.4301
dengan pendinginan eksternal emulsi 10%
- d = 2,0 mm
- Vc= 15 m/mnt
- n = 2.387 U/mnt
- fn= 0,03 mm/U
- Vf= 71,61 mm/mnt
Manfaat dan area aplikasi
Gühring menawarkan solusi optimal, baik untuk produksi serial besar pada kondisi mesin dengan kinerja maksimal dan pendingin internal, maupun untuk tugas pemesinan dengan produksi batch yang lebih kecil atau dengan kinerja mesin yang terbatas dan kondisi pemesinan yang rumit.
Cakupan Program
Rentang produk bor mikro VHM dan HSS-E-PM dari Gühring yang luas mencakup seluruh rentang diameter yang diperlukan, dari 0,05 mm hingga 3,0 mm dalam rangkaian HSS dan dari 0,10 hingga 3,00 mm dalam rangkaian VHM. Alat tersedia dalam ukuran panjang dari 3xD hingga 15xD. Alat dengan pendinginan internal tersedia dalam rentang standar dari diameter 1 mm.
Sistem pengeboran sisipan yang bisa ditukar untuk pemrosesan baja

HT 800 WP untuk pemrosesan balok baja
Balok baja biasanya diproduksi untuk instalasi pada alat bor/mesin gergaji khusus. Karakteristik penjepitan pada mesin-mesin ini sering kali tidak stabil. Hal tersebut menyebabkan tuntutan yang sangat tinggi pada alat bor. Gühring menyediakan pelat yang bisa ditukar, yang dirancang secara khusus untuk memproses balok baja. Geometri puncak sisipan yang bisa diganti menjamin karakteristik pemusatan yang optimal sehingga mengimbangi kondisi pemesinan yang tidak stabil. Sudut puncak yang tinggi di area luar sisipan memastikan berkurangnya pembentukan burr.
Gühring juga telah memperluas rangkaian sisipan yang bisa diindeks untuk pengerjaan baja karbon. Kestabilan bentuk bantalan mata potong menjamin ketahanan tinggi terhadap keausan tanpa meningkatkan gaya pemrosesan. Mata potong berbentuk cekung memastikan keoptimalan pemecahan tatal pada baja serpihan panjang.
Alat bor khusus karbida ini didasarkan pada sistem alat HT 800 WP. HT 800 terdiri atas dudukan baja yang tahan terhadap keausan, sisipan mata potong yang dapat diganti, dan sekrup pengunci berbasis penjepitan. Berkat pin dan lubang pelokasi, pelat sisipan tidak kendur dan terletak kencang pada dudukan. Prinsip penjepitan yang unik menghasilkan reliabilitas proses yang tinggi untuk lubang hingga 10 x D. Sistem modular memungkinkan kemudahan penggantian sisipan langsung pada mesin. Penggantian alat dan pengaturan ulang terkait tidak lagi diperlukan.
Sisipan disesuaikan dengan setiap area aplikasinya dalam hal bahan, geometri, dan permukaan pemotongan. Oleh karena itu, dengan profil alur yang dioptimalkan, HT 800 memperoleh lubang berkualitas sama dengan mata bor karbida solid. Sisipan yang bisa diindeks bisa digunakan pada dudukan standar 1xD, 1,5xD, 3xD, 5xD, 7xD, dan 10xD. Pembubutan ulang pelat juga dimungkinkan dalam rentang diameter dari 26,00 hingga 40,00 mm.
Sistem pengeboran sisipan yang bisa ditukar untuk pemrosesan baja
Gühring juga telah mengembangkan program HT 800-nya untuk pemesinan baja karbon. Kestabilan bentuk bantalan mata potong sisipan khusus yang dapat diganti ini menjamin ketahanan tinggi terhadap keausan tanpa meningkatkan gaya pemrosesan. Mata potong berbentuk cekung memastikan keoptimalan pemecahan tatal pada baja serpihan panjang.
Sisipan yang bisa diganti mampu memberikan hasil yang mengagumkan:
- Segmen pasar: Mobil
- Komponen: Bantalan kerah
- Kedalaman pengeboran: 24 mm, lubang tembus
- Diameter: 19,5
- Bahan: C40
- Jumlah pemakaian: 6000 kali pengeboran
- Usia pakai: 144 m
- Kecepatan potong Vc: 120 m/min
- Laju pemakanan per putaran f: 0,35 mm/rev.
The HT 800 consists of a wear-resistant steel beam, the replaceable cutting body and a locking screw with clamping principle. Thanks to the pin and fitting hole, the interchangeable insert has minimal play and sits firmly in the carrier. The innovative clamping principle achieves the highest process reliability for holes up to 10 x D. The clamping screws with screw lock improve the grip, even during machining with high vibration loads.
Indexable insert dril
Bor sisipan yang bisa diindeks terdiri dari badan dasar yang terbuat dari bahan baja dengan permukaan dan penyedot tatal yang bisa dipasangkan pada satu atau beberapa sisipan yang bisa diindeks dan ditukar.
Carbide insert
Untuk pelat yang bisa ditukar, pembawa/penahan terbuat dari bahan yang lunak dan tidak mahal, sementara pelatnya terbuat dari bahan logam keras. Fitur ini sangat bermanfaat untuk diameter pengeboran yang sangat besar. Sisipan yang bisa diindeks dijepit atau disekrup ke dudukan alat untuk digunakan dalam proses pemotongan logam. Produk ini biasanya dilengkapi dengan beberapa bagian tepi pemotongan. Sisipan bisa dirotasi jika bagian tepi pemotongannya menjadi aus.
Bagaimana cara produksi carbide insert?
Insert yang bisa diindeks diproduksi dengan menggunakan proses sintering. Carbide insert ditekan, dibentuk, dan dipanaskan hingga sekitar suhu 1.500 derajat Celcius, di mana serbuk melebur menjadi logam yang keras. Setelah proses sintering, geometri dan ukuran sisipan yang bisa diindeks ditentukan dalam proses pembubutan. Setelah itu, insert yang bisa diindeks dilapisi dengan berbagai jenis pelapis yang berbeda.
Tidak ingin ketinggalan tren atau berita dari industri pemotongan logam?


CLAMPING SYSTEMS
Presisi adalah masalah pengaturan
REAMER
Reaming sempurna di semua diameter

TOOL DEBURING
Cepat, bersih dan otomasi penuh