
Vrtáky – Vrtací nástroje
Sofistikovaná technologie vrtání
V roce 1898 vyrobila společnost Gühring svůj první vrták HSS a zůstala věrná svým začátkům. Naše nabídka vrtacích nástrojů je na trhu bezkonkurenční. Sortiment výrobků sahá od nejmenších vrtáků Ø 0,05 mm až po speciální řešení s Ø 180 mm a řezným materiálem od HSS přes TK až po PKD.
Vrtáky do kovu – stanovujeme standardy pro budoucnost
S více než 600 patenty po celém světě je společnost Gühring významným inovátorem v oblasti obrábění kovů. Stále odolnější materiály a komplexní konstrukční díly přitom vyžadují stále efektivnější nástroje, které vyhoví extrémním nárokům na obrábění.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationKe stažení/Odkazy
General Catalogue
RT 100 InoxPro
RT 100 XF – Machining of steel materials
GU 500 – Universal drill
HT 800 WP – Interchangeable inserts drilling system
StepPower – Drilling by hand
RT 100 InoxPro solid carbide drill
RT 100 XF solid carbide drill
GU 500 universal drills
FB 200 U flat drill
K našim nejdůležitějším produktům
Jaké vrtáky existují?
V roce 1898 vyrobila společnost Gühring první vrták z rychlořezné oceli a této tradici je věrná dodnes. Rozmanitost našich vrtacích nástrojů nemá na trhu konkurenci. Sortiment vrtacích nástrojů zahrnuje následující typy vrtáků:
- Spirálové vrtáky z rychlořezné oceli (HSS) a slinutého karbidu (TK)
- Stupňovité vrtáky, výhrubníky
- Středicí vrtáky a NC navrtáváky
- Mikro vrtáky s průměry od Ø 0,05 mm
- Hluboké vrtáky pro poměr průměru a délky až 80xD
- Vrtací systémy s vyměnitelnými destičkami

Rozpoznávání vrtáků do kovu: Jak poznám vrtáky do kovu?
Vrtáky do kovu jsou vrtáky s šroubovicí a někdy se jim také říká vrtáky s spirálové. Přední část vrtáku je vybroušena do kuželovitého tvaru a má dva ostré břity. Charakteristickým znakem vrtáků do kovu je ostrý břit, kterým lze snadno provrtat kov. V dříku za ním je spirálová drážka, která zajišťuje odvod třísek.
Jaké vrtáky použít na nerezovou ocel?
Pro obrábění houževnatých materiálů, jako je nerezová ocel, se používají vrtáky ze slinutého karbidu (TK) nebo vrtáky z rychlořezné oceli (HSS) typu VA. Společnost Gühring zde nabízí materiálového specialistu: Vrták TK RT 100 VA s úhlem břitu 140° a stoupáním 30°. K obrábění nerezových ocelí se používají nástroje s upravenou geometrií, které snižuje teplotu v řezu a i v těchto obráběných materiálech vytváří krátké třísky. Pro dosažení nejlepších výsledků používejte vrtáky TK s odpovídajícím povlakem.
Jaký vrták na kalenou ocel?
Mikrostruktura povlaku Signum se vyznačuje extrémně jemnými nanokrystaly TiAlN, které jsou zasazeny do matrice nitridu křemíku odolného proti vysokým teplotám, připomínající sklo. Výsledkem je vysoká tvrdost.
Ostření vrtáků
Výrobní proces vrtáků zahrnuje také broušení břitů. Mikrotvar břitu ukazuje, zda je břit pod mikroskopem ostrý (odštípaný) nebo zaoblený. U vysoce kvalitních vrtáků nedochází k odlamování břitu, čímž se zvyšuje jejich stabilita a kvalita povrchu. Procesy přípravy břitu jsou například: Mokré pískování, mikro pískování, broušení a kartáčování pomocí robotů.
Chtěli byste se o vrtání a vrtacích nástrojích společnosti Gühring dozvědět více?
V Gühring akademii Vám zprostředkováváme rozsáhlé znalosti ze světa obrábění kovů.
Online výukové jednotky jsou praktické a interaktivní a můžete si je kdykoli spustit online.

Spirálové vrtáky
Co jsou spirálové vrtáky?
Spirálový vrták je obecný pojem pro různé druhy vrtáků, jako jsou vrtáky na kov, vrtáky na plast, vrtáky na dřevo, univerzální vrtáky a také vrtáky na kámen a beton. Všechny spirálové vrtáky mají společný poznávací rys: Spirálovitě zakřivené drážky, jimž vrtáky vděčí za své jméno. V závislosti na tvrdosti obráběného materiálu se používají různé spirálové vrtáky. Lze je rozdělit na tři typy.

| Typ N | Typ H | Typ W |
|---|---|---|
|
|
|
Jaké výhody má spirálový vrták?
Úhel hřbetu vrtáku
Úhly mezi obrobkem a břitem ovlivňují proces obrábění a liší se podle materiálu, který má být obráběn. Rozlišujeme zde úhel hřbetu (Alpha), úhel břitu (Beta) a úhel čela (Gamma). Úhel hřbetu se brousí na nástroj, aby vůbec řezal, a je proto rozhodující pro maximální posuv. Zároveň ovlivňuje tření mezi volnou plochou řezného hrany a řeznou plochou obrobku. Malý úhel hřbetu je vhodný pro tvrdé materiály a materiály s krátkou třískou, např. pro vysokolegované oceli.
Broušení spirálových vrtáků
Velký rozsah obráběných materiálů vyžaduje nejrůznější tvary broušení.
Při zabroušení tvaru A se příčný břit vyřízne, aby se snížily axiální síly. To znamená, že v dodatečném pracovním kroku s brusným kotoučem se pod definovanými úhly zmenšuje příčný břit.
Tvar B je vhodný pro materiály s dlouhými třískami, jako jsou konstrukční a vysokopevnostní oceli. Jedná se o kombinaci formy A a korekci hlavního břitu. Kladný úhel čela je přitom korigován plochou a řezný klín (břit) je „tupý“. Při vrtání do plného materiálu se zvyšuje řezný odpor. Na korigované ploše se tvoří svazek třísek, které jsou zlomeny a odváděny přes příslušné drážky.
Tvar broušení C odpovídá křížovému výbrusu. U tohoto typu broušení se dva povrchy brousí k sobě tak, aby se v oblasti příčného řezu vzájemně křížily. To zajišťuje vynikající vlastnosti při vystřeďování a menší síly při posuvu. Křížové broušení tak umožňuje vytvořit přesnější průměry otvorů a dokonalý, kulatý otvor.
Tvar broušení D je kombinací tvaru A a dodatečného úhlu špičky většinou 90°. Odstraní se původní břit a vytvoří dva nové, méně ostré břity. Nástroj se tím stává odolnějším vůči rázovému zatížení a prodlužuje se jeho životnost. Toto broušení se používá při obrábění kovů především pro litinu, temperovanou litinu a výkovky.
Při zbroušení tvaru E se brousí takzvaná středící špička. Tato geometrie se vyznačuje vynikajícími centrovacími vlastnostmi a přesným vrtáním při minimální tvorbě otřepů. Toto broušení se používá pro tenkostěnné obrobky, plechy a měkké materiály.
Sada spirálových vrtáků
Vrtáky ze slinutého karbidu
Co je slinutý karbid?
Slinutý karbid je slinutý materiál, což znamená, že byl připravován pod tlakem. Je to směs různých karbidů a kobaltu. Proto také hovoříme o spékaných karbidových kovech.
Použití vrtáku ze slinutého karbidu: Kde se slinutý karbid používá?
Karbid se používá převážně jako řezný materiál pro obrábění nástrojů, jako jsou vrtáky, soustružnické nože a frézovací nástroje. Vzhledem ke zvýšeným řezným parametrům, životnosti a zlepšené kvalitě vrtání jsou tvrdokovové nástroje ideální pro sériovou výrobu a velkovýrobu na CNC strojích se stabilním upnutím. Pořizovací cena nástrojů z tvrdokovu je však ve srovnání s nástroji HSS podstatně vyšší. Ne v každém případě je tedy karbid nejhospodárnějším řešením pro obrábění. Právě u nestabilních procesů a kusových výrobách je vhodnější používat nástroje z rychlořezné oceli.
Co je vrták ze slinutého karbidu?
U pájených karbidových vrtáků je tělo nástroje a břity vyrobeny z různých materiálů. Naproti tomu u TK vrtáků vyrábí výrobce celý nástroj z tvrdokovu. Vrtáky ze slinutého karbidu jsou vhodné pro obzvláště náročné obráběcí úkoly, kdy je vyžadována vysoká odolnost proti opotřebení a účinnost. Výroba dokonalého vrtáku z tvrdokovu začíná složením řezného materiálu. Proto si společnost Gühring vyrábí karbid pro své nástroje sama.
Špičkové výrobky – vrtáky ze slinutého karbidu
Vrták ze slinutého karbidu RT 100 XF

RT 100 XF přesvědčí extrémním výkonem, flexibilitou a širokým spektrem použití. V našem standardním programu je to nástroj pro špičkové obráběcí procesy.
Výhody RT 100 XF:
- Optimalizace všech parametrů nástroje pro extrémní rychlosti posuvu a enormní rychlosti úběru materiálu
- maximální výkon díky vlastní vysoce kvalitní povrchové úpravě
- Zkrácení doby taktu v sériové výrobě i u těžko obrobitelných materiálů
Univerzální vrták RT 100 U

Univerzální vrták RT 100 U je optimální pro obrábění ocelí do cca 1 400 N/mm², materiálů s krátkou a dlouhou třískou a vysokolegovaných a nerezových ocelí. Ratio vrtáky lze používat s nejvyššími řeznými parametry a vytvářet krátké třísky.
Výhody RT 100 U pro vás:
- optimalizovaná geometrie břitů pro vysoký výkon
- přesné otvory díky specifickému vyostření a dvouploškovému výbrusu
- velmi dobré samostředicí vlasnosti díky úhlu špičky 140°
Vrták na hluboké otvory RT 100 T

Se standardním programem RT 100 T nabízí Gühring rozsáhlou nabídku pro hluboké otvory do 40xD. Vysoce výkonné vrtáky TK poskytují ve vašich výrobních procesech maximální úsporu nákladů a efektivitu a jsou k dispozici také jako speciální řešení pro individuální požadavky.
Výhody RT 100 T pro vás:
- bezpečný odvod třísek díky speciálně přizpůsobené geometrii drážky
- optimální přívod chladící kapaliny na břit díky maximálnímu průřezu chladicích kanálů
- účinná ochrana proti opotřebení: Povlak Gühring na špičce vrtáku A (TiAlN)
- Nejkratší časy obrábění díky vysokým posuvům
Dělový vrták na hluboké otvory EB 100

EB 100 M je ideální volbou pro výrobu hlubokých otvorů s obzvláště přísnými tolerancemi průměru. Společnost Gühring se v konstrukci obešla bez pájeného spoje, což nástroji dodává větší stabilitu. S tužší konstrukcí nástroje je tak možné dosáhnout až o 30 % vyšší rychlosti posuvu.
Výhody EB 100 M pro vás:
- TK provedení ve vysoké kvalitě: vhodné téměř pro všechny materiály
- možnost vrtání hlubokých otvorů až 80xD pouze jedním nástrojem
- konec stopky MQL zajišťuje procesně spolehlivé mazání
HSS vrtáky od Gühringu
Konvenční, ale nepostradatelné: HSS/HSCO vrtací nástroje
Karbidové nebo HSS vrtáky? Kompetence řezných materiálů jsou jasně rozděleny – a karbid jako řezný materiál pro vrtací nástroje zdaleka nedokázal rozhodnout ve svůj prospěch ve všech oblastech použití. Zejména v malosériové a středněsériové výrobě, v nestabilních podmínkách obrábění a všude tam, kde je vyžadována houževnatost, se uživatelé nadále spoléhají na vrtací nástroje z rychlořezné oceli (HSS/HSCO). Díky obrovskému sortimentu produktů a mimořádně vysokému rozsahu delék výroby, nemá sortiment vrtacích nástrojů HSS/HSCO společnosti Gühring na celém světě konkurenci. Společnost Gühring vyrábí vrtáky HSS již od roku 1898 a pokračuje v tom dodnes.
Co jsou HSS vrtáky?
HSS vrtáky z rychlořezné oceli jsou vrtáky na kov, které se vyznačují univerzálními možnostmi použití. Zejména v malosériové a středněsériové výrobě, v nestabilních podmínkách obrábění a vždy, když je vyžadována houževnatost, se uživatelé nadále spoléhají na vrtací nástroje z rychlořezné oceli (HSS/HSCO).
Rozdíly mezi HSS vrtáky
V závislosti na tvrdosti a houževnatosti se rychlořezná ocel dělí do různých jakostních tříd. Za tyto vlastnosti jsou zodpovědné legující složky, jako je wolfram, molybden a kobalt. S rostoucím počtem slitinových komponentů se zvyšuje odolnost proti popouštění, odolnost proti opotřebení a výkonnost nástroje, ale také pořizovací cena. Proto je při výběru řezného materiálu důležité zvážit, kolik otvorů se bude v kterém materiálu vyrábět. Pro malý počet otvorů se doporučuje nejlevnější řezný materiál HSS. Pro sériovou výrobu je třeba volit kvalitnější řezné materiály, jako jsou HSCO, M42 nebo HSS-E-PM.
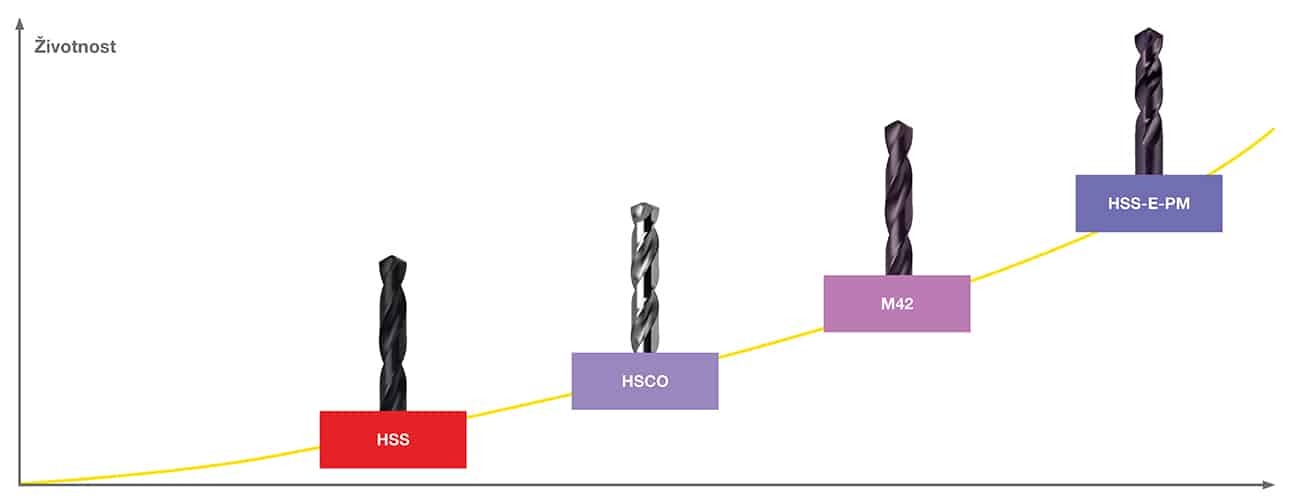
| Druh materiálu HSS | HSS | HSCO (také HSS-E) | M42 (také HSCO8) | PM HSS-E |
|---|---|---|---|---|
| Popis | konvenční rychlořezná ocel | kobaltemlegovaná rychlořezná ocel | rychlořezná ocel s 8%-ním podílem kobaltu | Rychlořezná ocel vyrobená technologií práškové metalurgie |
| Složení | max. 4,5 % kobaltu a 2,6 % vanadia | min. 4,5 % kobaltu nebo 2,6 % vanadia | min. 8 % kobaltu | stejné ingredience jako u HSCO, jiný výrobní proces |
| Použití | univerzální použití | Použití při vysokých teplotách v řezu/nepříznivém chlazení, ušlechtilá ocel | Použití u těžkoobrobitelných materiálů | Použití v sériové výrobě a s vysokými nároky na životnost |
Jak se vyrábí HSS vrtáky?
V závislosti na typu výroby lze rozlišit válcované spirálové vrtáky (vrtáky HSS-R) a broušené spirálové vrtáky (vrtáky HSS-G). Vrták HSS-G je vybroušen z plného materiálu. Vrtáky HSS-G umožňují vyšší přesnost a preciznější práci s menšími tolerancemi než vrtáky HSS-R.
Nástroje Gühring pro speciální použití
Portfolio společnosti Gühring zahrnuje širokou škálu různých vrtacích nástrojů. Patří mezi ně například stupňovité vrtáky a středicí vrtáky, které jsou podrobněji popsány níže.

Jaké stupňovité vrtáky nabízí společnost Gühring?
Stupňovité vrtáky HSS / stupňovité vrtáky Gühring
Společnost Gühring vyrábí vysoce kvalitní stupňovité vrtáky z rychlořezné oceli (HSS). Tato vysoce legovaná nástrojová ocel vykazuje vysokou odolnost proti opotřebení a zajišťuje přesné a hospodárné vrtání.
Společnost Gühring nabízí mnoho vrtáků na kov v různých provedeních. Především se zde rozlišuje mezi centrovacími tvary D a DR podle normy DIN 332. Kromě standardního „bez povrchové úpravy“ existuje možnost povrchové úpravy „temperováno párou“ pro vrtání se sníženým opotřebením. Pro upínání do běžných sklíčidel jsou k dispozici stupňovité vrtáky Gühring s válcovým tvarem stopky i s kuželem Morse.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationK čemu jsou stupňovité vrtáky?
Stupňovité vrtáky se při obrábění kovů často používají k vrtání zahloubení hlavy šroubů a děr se zahloubením. Kromě toho jsou vhodné pro stupňovité vrtání s vysokou kvalitou povrchu.
Pomocí stupňovitého vrtáku lze zkombinovat několik obráběcích kroků v jednom a vyvrtat otvory se dvěma nebo třemi průměry v jednom pracovním kroku, čímž se ušetří nástroje. Velkou výhodou stupňovitého vrtáku oproti vrtákům s jedním průměrem je úspora pracovních operací resp. nástrojů.
Středicí vrták
Co jsou středicí vrtáky?
Středicí vrtáky jsou profilové vrtací nástroje a vytvářejí polohovací otvory pro soustružení nebo broušení mezi hroty. Středicí vrtáky se často vyrábějí z rychlořezné oceli (HSS). Pro geometrii těchto vrtáků je charakteristická krátká délka vyložení a tvarový profil. Hlavní břit vpředu, který zároveň tvoří jmenovitý průměr nástroje, zajišťuje vysoké vycentrování v otvoru.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationJak středicí vrták funguje?
Na polohovací otvory jsou kladeny vysoké požadavky na přesnost. Středicí vrták s krátkou délkou nástroje a malou středící špičkou může snížit házení vrtáku a zajistit tak lepší přesnost polohování.
Výhrubník
Výhrubník Co je to výhrubník?
Výhrubníky se používají ke zvětšení předvrtaných, vyražených nebo odlitých otvorů na požadovaný hotový rozměr. Výhrubníky lze použít také ke zlepšení nerovnosti, vyrovnání nebo povrchové vady vyvrtaného otvoru. Výhrubníky tak optimalizují výstupní otvor. Pokud se má otvor následně obrobit výstružníkem, zajistí výhrubníky potřebnou přesnost.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationVýhrubníky Gühring
Společnost Gühring nabízí velký program hrubovacích nástrojů pro obrábění různých materiálů, přičemž výhrubníky Gühring jsou v provedení typ N. Díky úhlu šroubovice cca 30° je řezný břit typu N mnohostranně použitelný.
Vrtací mikronástroje
Mikroobrábění má čím dál větší význam ve všech odvětvích – od lékařské techniky až po high-tech průmysl. Hlavní součástí je přitom vrtání. Čím menší jsou konstrukční díly, tím vyšší jsou požadavky na celkovou přesnost, přesnost opakování a hospodárnost procesu.
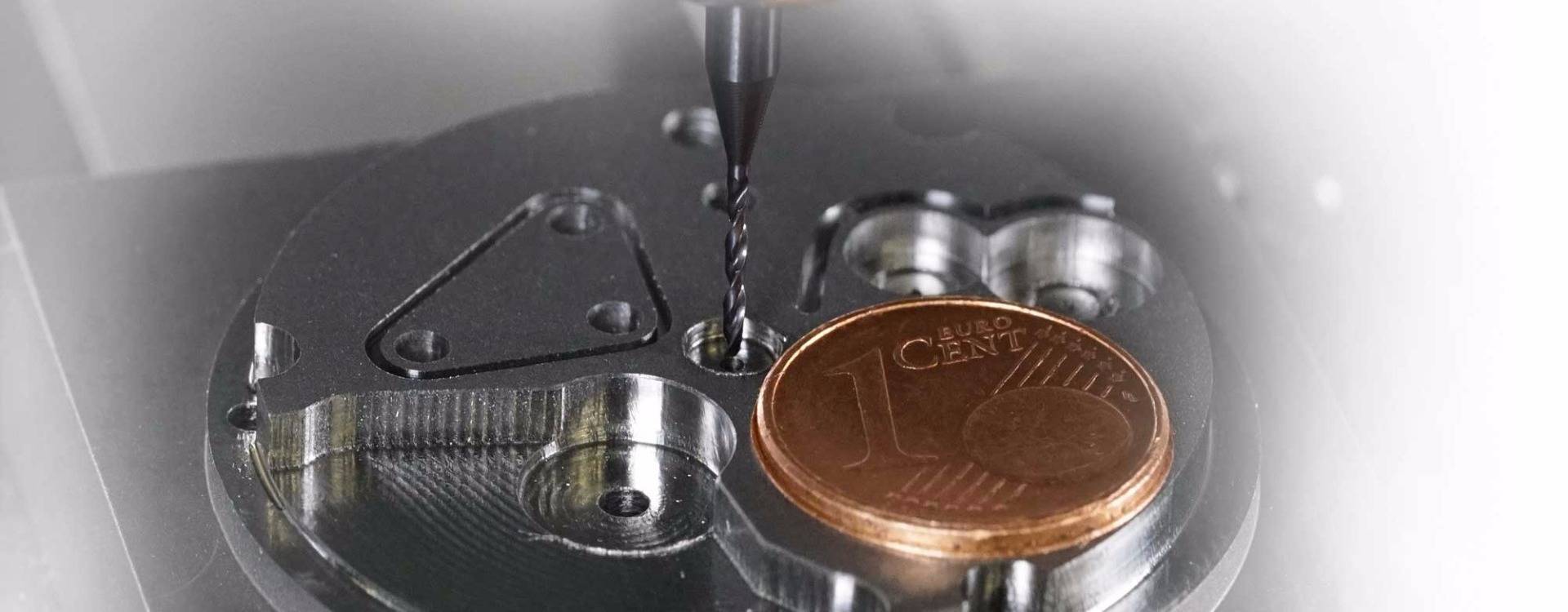
TK mikrovrtáky ExclusiveLine
i s vnitřním chlazením

Mikrovrtáky ExclusiveLine ze slinutého karbidu, s vnitřním i bez vnitřního chlazení, umožňují vysoce výkonné obrábění téměř všech materiálů. Nástroje jsou k dispozici s vnitřním chlazením od průměru 1,00 mm a bez vnitřního chlazení od průměru 0,50 mm. Na výběr jsou dva typy: Univerzální verze s maximálním výkonem v ocelových materiálech a typ VA, zejména pro obrábění nerezových ocelí, speciálních slitin a titanu. Geometrie špičky specifická pro danou aplikaci, špičkové povlaky a správná volba karbidu zajišťují nejvyšší výkon z hlediska řezných hodnot a životnosti nástroje.
- pro maximální výkon s nejvyššími řeznými hodnotami a životností nástroje
- Specialista pro použití v ocelových materiálech
- Speciální geometrie typu VA pro použití v nerezových ocelích, speciálních slitinách a titanu
- Vnitřní chlazení od průměru 1,00 mm
Příklad použití 1:
Sériová výroba
Materiál: Legovaná cementační ocel 16MnCr5
Vnitřní chlazení s 8% emulzí
- d = 2,5 mm
- Vc= 120 m/min
- n = 15.279 ot./min
- fn= 0,14 mm/ot.
- Vf= 2.139,06 mm/min
Příklad použití 2:
Sériová výroba
Materiál: Nerezová ocel X6CrNiTi18 10
Vnitřní chlazení s 12% emulzí
- d = 1,5 mm
- Vc= 80 m/min
- n = 16.980 ot./min
- fn= 0,045 mm/ot.
- Vf= 764 mm/min
TK mikrovrtáky

Mikrovrtáky Gühring z tvrdokovu bez chladicích kanálků pokrývají rozsah průměrů od 0,1 mm do 3,0 mm. S mikrovrtáky z tvrdokovu lze dosáhnout extrémně dobrých řezných parametrů a dlouhé životnosti nástroje při stabilních podmínkách obrábění a vysokém výkonu stroje. Velký výkon mikrovrtáků z tvrdokovu umožňuje mimo jiné použití ultrajemného karbidu, který má kromě velmi vysoké tvrdosti a tepelné odolnosti také extrémní odolnost proti opotřebení.
- pro stabilní podmínky obrábění
- vyšší řezné parametry a životnost
Příklad použití:
Sériová výroba na rotační transférovém stroji
Materiál: zušlechtěná ocel 42CrMo4
s vnějším chlazením 10% emulzí
- d = 1,2 mm
- Vc = 65 m/min
- n = 17.242 ot./min
- fn= 0,06 mm/ot.
- Vf = 1.035 mm/min
HSS-E-PM mikro vrtáky
![]()
HSS-E mikrovrtáky Gühring vyrobené z vysoce výkonné práškové metalurgické oceli HSS-E se vyznačují velmi vysokou odolností proti opotřebení a vysokou houževnatostí a stabilitou břitu, což je důležité zejména při nestabilních podmínkách obrábění. Práškově metalurgicky vyrobená ocel HSS-E má velmi homogenní mikrostrukturu, což má pozitivní vliv na trvale vysoký výkon mikrovrtáků.
- bezpečné obrábění v nestabilních podmínkách pomocí HSS-E vrtáku
- HSS-E-PM vrták otěruvzdorný s vysokou pevností břitu
Příklad použití:
Sériová výroba na vícevřetenových strojích s vrtáky HSS-E
Materiál: Nerezová ocel 1.4301
s vnějším chlazením 10% emulzí
- d = 2,0 mm
- Vc= 15 m/min
- n = 2.387 ot./min
- fn= 0,03 mm/ot.
- Vf= 71,61 mm/min
Výhody a oblasti použití
Společnost Gühring nabízí optimální řešení jak pro sériovou výrobu na strojích s maximálním výkonem a vnitřním chlazením, tak pro obrábění menších sérií nebo při omezeném výkonu stroje a stížených podmínek obrábění.
Rozsah výrobního programu
Rozsáhlý sortiment malých vrtáků z tvrdokovu a HSS-E-PM společnosti Gühring pokrývá celý rozsah průměrů od 0,05 mm do 3,0 mm v sortimentu HSS a od 0,10 do 3,00 mm v sortimentu z tvrdokovu. Nástroje jsou k dispozici v délkách od 3xD do 15xD. Nástroje s vnitřním chlazením jsou k dispozici ve standardním programu od průměru 1 mm.
Vrtací systémy s vyměnitelnými destičkami pro obrábění oceli

HT 800 WP pro obrábění ocelových nosníků
Ocelové nosníky se obvykle připravují k montáži na speciálních strojích. Upínací podmínky na těchto strojích jsou obvykle nestabilní. To klade obzvláště vysoké nároky na vrtací nástroje. Společnost Gühring nabízí vyměnitelné destičky, které jsou speciálně navrženy pro obrábění ocelových nosníků. Geometrie břitu těchto destiček zajišťuje optimální středicí vlastnosti a kompenzuje tak nestabilní podmínky obrábění. Velký úhel špičky ve vnější oblasti destiček zaručuje minimální tvorbu otřepů.
Společnost Gühring také rozšířila svůj sortiment destiček pro obrábění C-ocelí. Jejich stabilní tvar geometrie břitu zajišťuje vysokou odolnost proti opotřebení bez zvýšení řezného odporu. Konkávní břit zajišťuje optimální lámání třísek u ocelí s dlouhými třískami.
Tyto speciální vrtací nástroje ze slinutého karbidu jsou založeny na systému nástrojů HT 800 WP. HT 800 se skládá z nosiče z oceli odolné proti opotřebení, výměnné řezné destičky a zajišťovacího upínacího šroubu s principem. Výměnný břit má díky čepu a montážnímu otvoru přesné zacentrování a pevně sedí v nosiči. Inovativní princip upínání zajišťuje maximální spolehlivost procesu pro otvory do 10 x D. Modulární systém umožňuje snadnou výměnu plátků přímo ve stroji. Odpadá nutnost výměny nástroje a s tím spojené seřizování.
Vyměnitelné břitové destičky jsou přizpůsobeny příslušné oblasti použití z hlediska řezného materiálu, geometrie a povlaku. Vrták HT 800 s optimalizovaným profilem drážky tak dosahuje kvality vrtáků z tvrdokovu. Výměné břitové destičky lze použít ve standardních držácích 1xD, 1,5xD, 3xD, 5xD, 7xD a 10xD. V rozsahu průměrů od 26,00 do 40,00 mm je možné destičky také přebrousit.
Vrtací systémy s vyměnitelnými destičkami pro obrábění oceli
Společnost Gühring rozšířila výrobní program řady HT 800 i pro účely obrábění C-ocelí. Stabilně navržená řezná hrana speciálních břitových destiček zajišťuje vysokou odolnost vůči opotřebení, aniž by docházelo ke zvýšení řezných sil. Konkávně tvarovaný břit zajišťuje optimální dělení třísek v ocelích s dlouhými třískami.
Výměné břitové destičky přitom dosahují pozoruhodných výsledků:
- Segment trhu: Automobilový průmysl
- Součást: Pouzdro
- Hloubka vrtání 24 mm, průchozí otvor
- Průměr: 19,5
- Materiál: C40
- Množství: 6000 otvorů
- Životnost: 144 m
- Řezná rychlost Vc: 120 m/min
- Posuv na jednu otáčku f: 0,35 mm/ot
HT 800 se skládá z nosiče z oceli odolné proti opotřebení, výměnného břitu a upínacího šroubu. Výměnná břitová destička je díky čepu a montážnímu otvoru přesně zacentrována a pevně sedí v držáku. Inovativní princip upínání zajišťuje maximální spolehlivost procesu pro otvory do 10 x D. Upínací šrouby s aretací zlepšují kvalitu upnutí i při obrábění s vysokým zatížením nebo vibracemi.
Vrtáky s výměnými destičkami
Vrtáky s vyměnitelnými břitovými destičkami se skládají ze základního tělesa z nástrojové oceli s lůžky pro plátek a drážkami pro odvod třísek, dle typu pro jednu nebo více vyměnitelných břitových destiček.
TK vyměnitelné břitové destičky
U výměných destiček je nosič/držák z oceli („levného materiálu“) a destička z tvrdokovu. To se vyplatí zejména u velkých průměrů vrtáků. Vyměnitelné břitové destičky se upínají (šroubují) do držáku nástroje. Většinou mají několik břitů. Pokud se břit opotřebuje, destička se jednoduše otočí.
Jak se vyrábějí karbidové destičky?
Výměné břitové destičky se vyrábějí slinovací metodou. Slinutý karbid ve formě prášku se lisuje do formy a zahřívá se na cca 1500 stupňů Celsia, a tak se prášek roztaví do slinutého karbidu. Po slinování se při broušení stanoví geometrie a velikost břitové destičky. Nakonec jsou břitové destičky napovlakovány potřebným povlakem.
Nechcete zmeškat trendy ze světa obrábění?


Upínací nářadí
Preciznost v nastavení

Vystružovací nástroje
Dokonalé vystružování ve všech průměrech

Zahlubovací nástroje a nástroje na odjehlování
rychlé, čisté a plně automatizované odjehlování