
Punte – Utensili a forare
Sofisticata tecnologia di foratura
Nel 1898, Gühring ha prodotto la prima punta in HSS ed è rimasta sempre fedele alle sue origini. La nostra varietà di utensili di foratura non ha eguali sul mercato. La gamma di prodotti spazia dalla punta più piccola Ø 0,05 mm alle soluzioni speciali con Ø 180 mm e dall’HSS al metallo duro integrale o al PCD.
Punte per metalli – Definiamo gli standard per il futuro
Con oltre 600 brevetti in tutto il mondo, Gühring è uno dei principali promotori dell’innovazione nel campo della lavorazione dei metalli. Materiali sempre più resistenti e componenti complessi richiedono utensili sempre più efficienti per soddisfare i requisiti estremi della lavorazione.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationDownloads / Links
General Catalogue
RT 100 InoxPro
RT 100 XF – Machining of steel materials
GU 500 – Universal drill
HT 800 WP – Interchangeable inserts drilling system
StepPower – Drilling by hand (IT)
RT 100 InoxPro solid carbide drill
RT 100 XF solid carbide drill
GU 500 universal drills
FB 200 U flat drill
Vai ai nostri prodotti in evidenza
Quali punte sono disponibili?
Nel 1898 Gühring ha prodotto la prima punta in HSS, che è rimasta fedele alle sue origini. La varietà dei nostri utensili non ha eguali sul mercato. La gamma di prodotti per gli utensili per la foratura comprende i seguenti tipi di punte:
- Punte elicoidali in HSS e MDI
- Punte a gradino, allargatori
- Punte da centro e punte NC
- Micropunte con diametro fino a 0,05 mm
- Punte a cannone con lunghezza fino a 80xD
- Sistema di foratura a inserti intercambiabili

Utensili di foratura : come riconoscerli?
Gli utensili di foratura sono punte elicoidali. La parte tagliente della punta è rettificata e presenta due taglienti affilati che consente di attraversare facilmente il materiale da lavorare. La scanalatura elicoidale consente la rimozione dei trucioli.
Quali sono le migliori punte per acciaio inossidabile?
Per la lavorazione di materiali tenaci come l’acciaio inossidabile vengono utilizzate punte in MDI o HSS del tipo VA. Gühring dispone di utensili dedicati: la punta in MDI RT 100 VA con affilatura frontale di 140° e elica a 30°. Per la lavorazione degli acciai inossidabili vengono utilizzati utensili con geometria specifiche, che riducono lo sviluppo di calore e generano trucioli corti anche in questi materiali a truciolo lungo. Per ottenere risultati ottimali, è consigliabile utilizzare punte in MDI rivestite.
Quale punta per l'acciaio temprato?
L’acciaio temprato è un acciaio che viene riscaldato a una temperatura compresa tra 750 e 1050 °C per aumentare la sua resistenza meccanica. In questo caso, si consiglia l’impiego di una punta in metallo duro integrale con rivestimento Signum, come la punta Ratio RT 100 HF di Gühring.
La microstruttura dello strato Signum è caratterizzata da nanocristalli di TiAIN estremamente fini, incorporati in una matrice di nitruro di silicio simile al vetro e resistente alle alte temperature. Ne risulta un’elevata durezza.
Affilatura
Il processo di produzione delle punte comprende anche l’affilatura dei taglienti. La microstruttura del tagliente indica se il tagliente è a spigolo vivo o arrotondato al microscopio. Le punte di alta qualità evitano la scheggiatura dei taglienti, migliorandone la stabilità e la finitura superficiale. Le tecniche di preparazione del tagliente includono: wet blasting, levigatura e spazzolatura automatizzata.
Vuoi saperne di più sul tema foratura e sugli utensili a forare di Gühring?
Nella Gühring Academy concentriamo una vasta conoscenza del mondo dell’asportazione di truciolo.
Le lezioni online sono orientate alla pratica e possono essere consultate online 24 ore su 24.

Punte elicoidali
Cosa sono le punte elicoidali?
Con punte elicoidali, si intendono i diversi tipi di punte necessari per la lavorazione metallo, plastica, legno ed applicazioni universali. Tutte le punte elicoidali hanno una caratteristica comune: le scanalature elicoidali da cui le punte riprendono il loro nome. A seconda della durezza del materiale da lavorare, si utilizzano punte diverse. Queste possono essere suddivise in tre tipi.

| Tipo N | Tipo H | Tipo W |
|---|---|---|
|
|
|
Quali sono i vantaggi della punta elicoidale?
Angolo di spoglia inferiore della punta elicoidale
Gli angoli tra il pezzo e il tagliente influenzano il processo di asportazione di trucioli e variano a seconda del materiale da lavorare. Si trovano angolo di spoglia inferiore (Alpha), angolo di taglio (Beta) e angolo di spoglia superiore (Gamma). L’angolo di spoglia inferiore viene rettificato sull’utensile in modo che sia tagliente ed è quindi determinante per l’avanzamento. Allo stesso tempo influenza l’attrito tra la superficie libera del tagliente e la superficie del pezzo. Un angolo di spoglia inferiore piccolo è adatto per materiali duri e a truciolo corto, come l’acciaio alto legato.
Rettifica di punte elicoidali
L’enorme varietà di materiali da lavorare richiede diverse forme di affilatura.
Nell’affilatura a forma A, il tagliente trasversale viene assottigliato per ridurre le forze assiali. Ciò significa che in un’ulteriore fase di lavoro con una mola, il tagliente viene affilato ad angoli definiti.
L’affilatura ti tipo B, è adatta per materiali a truciolo lungo, come acciaio da costruzione. Si tratta di una combinazione tra la forma A e una correzione dei taglienti principali. L’angolo di spoglia superiore positivo, viene corretto con una superfice piana e il nocciolo rettificato. In questo modo, durante la foratura aumenta la resistenza.
La forma di affilatura C corrisponde all’affilatura a croce. Con questo tipo di affilatura, due superfici vengono rettificate l’una rispetto all’altra in modo che si incrocino nella zona del tagliente trasversale. Ciò garantisce eccellenti proprietà di centraggio e sforzi ridotti. In questo modo, è possibile ottenere diametri dei fori più precisi e una buona rotondità.
La forma di affilatura D è una combinazione della forma A e di un angolo di punta supplementare, solitamente di 90°. Rimuove lo spigolo tagliente, creando due nuovi angoli meno affilati. In questo modo, l’utensile è più resistente e la sua durata aumenta. Questa affilatura viene utilizzata per la lavorazione di ghisa grigia, ghisa malleabile e pezzi forgiati.
L’affilatura di tipo E è caratterizzata da eccellenti proprietà di centraggio e da un foro preciso con minima formazione di bave. Questa affilatura viene utilizzata per pezzi a parete sottile, lamiere e materiali morbidi.
Kit di punte
Punte in MDI
Che cos’è il metallo duro?
Il metallo duro è un materiale sinterizzato, prodotto tramite tecnica di pressurizzazione. È una miscela di diversi carburi e cobalto. Si parla pertanto anche di metalli duri al carburo sinterizzati.
Utilizzo della punta in metallo duro: dove viene utilizzato il metallo duro?
Il metallo duro viene utilizzato prevalentemente come materiale da taglio per utensili per l’asportazione di trucioli come: punte, utensili da tornio e utensili da fresatura. Grazie ai parametri di taglio elevati, alla maggiore vita dell’utensile e ad una maggiore qualità, gli utensili in metallo duro sono ideali per produzioni in serie e su larga scala su macchine CNC con serraggio stabile. Tuttavia, il prezzo di acquisto degli utensili in metallo duro è notevolmente superiore a quello degli utensili HSS. Non sempre, quindi, il metallo duro è la soluzione più economica. In caso di condizioni instabili e lotti di piccole dimensioni, è preferibile utilizzare gli utensili in acciaio super rapido.
Che cos’è una punta in metallo duro integrale?
In alcuni casi, il corpo dell’utensile e i taglienti, sono costituiti da due diversi materiali di taglio. Solitamente, nel caso di una punta in metallo duro integrale (MDI), invece, si produce l’intero utensile. Le punte in metallo duro integrale sono ideali per le applicazioni di lavorazione più impegnative che richiedono efficienza ed elevata resistenza all’usura. La realizzazione di una perfetta punta in MDI inizia già dalla composizione del materiale da taglio. Per questo, Gühring produce autonomamente il metallo duro per i propri utensili.
Caratteristiche del prodotto Punte in metallo duro integrale
Punta in metallo duro integrale RT 100 XF
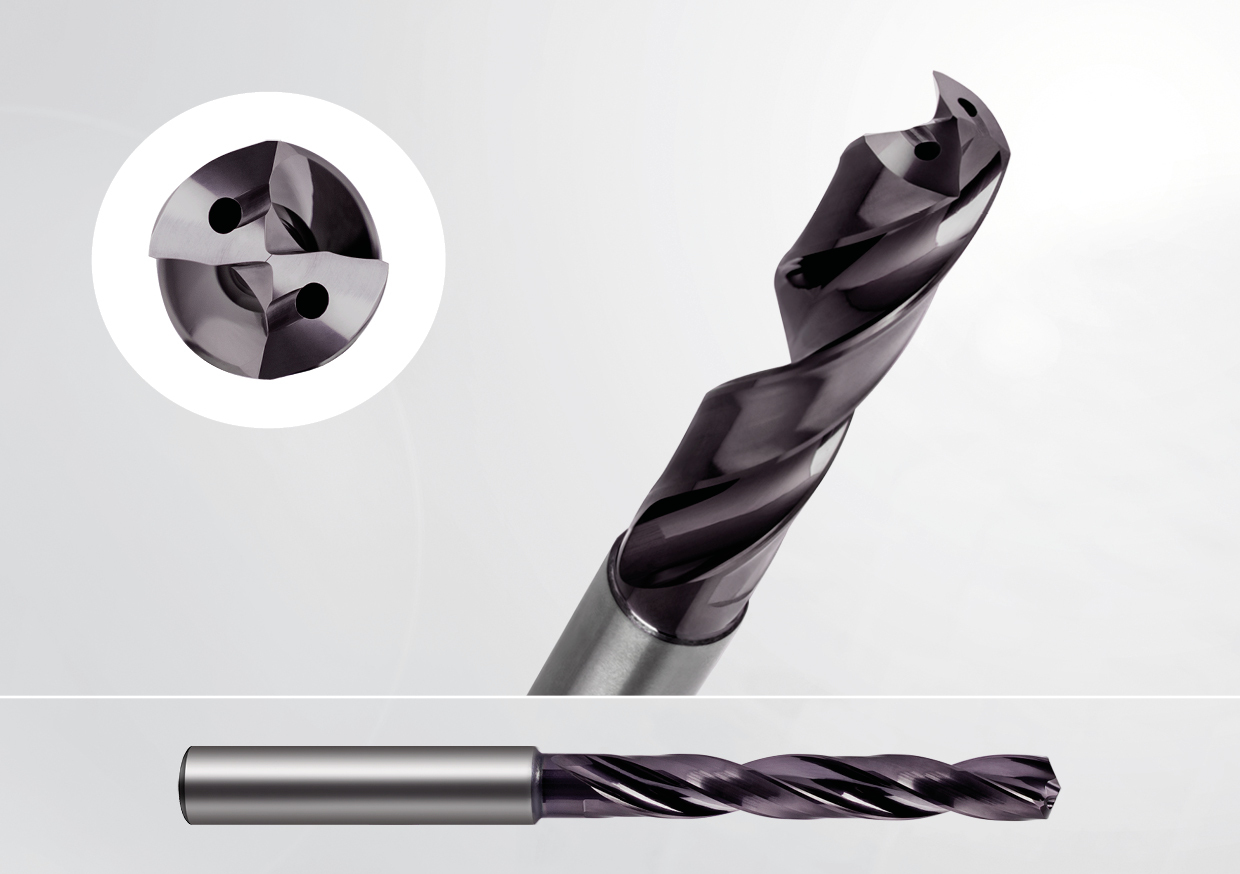
L’RT 100 XF offre prestazioni estreme, alta flessibilità e una vasta gamma di applicazioni. Nella nostra gamma standard, è l’utensile che garantisce processi di lavorazione eccezionali.
I vantaggi dell’RT 100 XF:
- ottimizzazione di tutti i parametri utensile per avanzamenti estremi e grandi volumi di asportazione di truciolo
- massimo sfruttamento delle prestazioni grazie alla finitura interna di alta qualità
- Riduzione del tempo ciclo nella produzione in serie anche per materiali difficili da lavorare
Punta universale RT 100 U

L’RT 100 U (universale) è ideale per la lavorazione di acciai fino a ca. 1400 N/mm², materiali a truciolo corto e lungo nonché acciai alto legati e inossidabili. Con la punta Ratio è possibile ottenere condizioni di taglio elevate e trucioli corti.
I vantaggi dell’RT 100 U:
- geometria di taglio ottimizzata per elevate prestazioni
- forature di precisione grazie all’affilatura speciale
- ottimo comportamento di auto centraggio grazie all’angolo dell’elica a 140°
Punta a cannone RT 100 T

Con la gamma standard RT 100 T, Gühring offre un’ampia offerta per forature profonde fino a 40xD. Le punte in metallo duro integrale ad alte prestazioni garantiscono la massima convenienza ed efficienza nei processi di produzione e sono disponibili anche come soluzione speciale per esigenze individuali.
I vantaggi dell’RT 100 T:
- Rimozione sicura dei trucioli grazie alla geometria della scanalatura appositamente modificata
- Apporto ottimale di lubrificante ai taglienti grazie alla massima ampiezza dei canali di raffreddamento
- Protezione efficace contro l’usura: rivestimento della testa con lo strato A di Gühring (TiAlN)
- tempi di lavorazione ridotti grazie a valori di avanzamento elevati
Punta a cannone a 1 tagliente per foratura profonda EB 100 M

L’EB 100 M è la scelta perfetta per la realizzazione di forature profonde con tolleranze molto ristrette. Gühring ha eliminato un punto di saldatura nella costruzione, conferendo all’utensile una maggiore stabilità. Attraverso la durezza dell’utensile, è possibile ottenere avanzamenti fino al 30% superiori.
I vantaggi dell’EB 100 M:
- realizzata in MDI di alta qualità : adatta a quasi tutti i materiali
- forature profonde fino a 80xD con un solo utensile
- l’estremità del codolo MQL garantisce una lubrificazione affidabile
Punte in HSS/HSCO di Gühring
Convenzionali, ma indispensabili: gli utensili di foratura HSS/HSCO
Punte in metallo duro o HSS? Le prestazioni dei materiali da taglio sono chiaramente diversificate e il metallo duro, come materiale da taglio per gli utensili di foratura, non è stato in grado di conquistare tutte le aree di applicazione a suo favore. Soprattutto nella produzione di piccole e medie quantità, in condizioni di lavorazione instabili e quando è richiesta la tenacità, gli operatori continuano a fare affidamento sugli utensili di foratura in acciaio rapido (HSS/HSCO). Con un’enorme gamma di prodotti e una produzione verticale straordinariamente elevata, la gamma di utensili di foratura HSS/HSCO di Gühring non ha rivali a livello mondiale. Gühring produce punte in HSS dal 1898 e continua a farlo ancora oggi.
Cosa sono le punte HSS?
Le punte HSS sono punte in acciaio super rapido con caratteristiche universali. Nella produzione di piccole e medie quantità, in condizioni di lavorazione instabili e quando è richiesta la tenacità, gli operatori continuano a fare affidamento sugli utensili di foratura in acciaio rapido (HSS/HSCO)
Differenze punte HSS
A seconda della durezza e della tenacità, l’acciaio super rapido viene suddiviso in diversi livelli di qualità. Queste proprietà sono dovute a componenti in lega come tungsteno, molibdeno e cobalto. Con l’aumentare dei componenti nella lega, aumentano anche resistenza all’ossidazione, resistenza all’usura e le prestazioni dell’utensile, ma anche il prezzo d’acquisto. Pertanto, quando si sceglie un materiale da taglio, è importante considerare quanti fori verranno prodotti in quale materiale. Per un numero ridotto di fori, si consiglia il materiale da taglio più economico HSS. Per la produzione in serie, si dovrebbero scegliere materiali da taglio di qualità superiore come HSCO, M42 o HSS-E-PM.
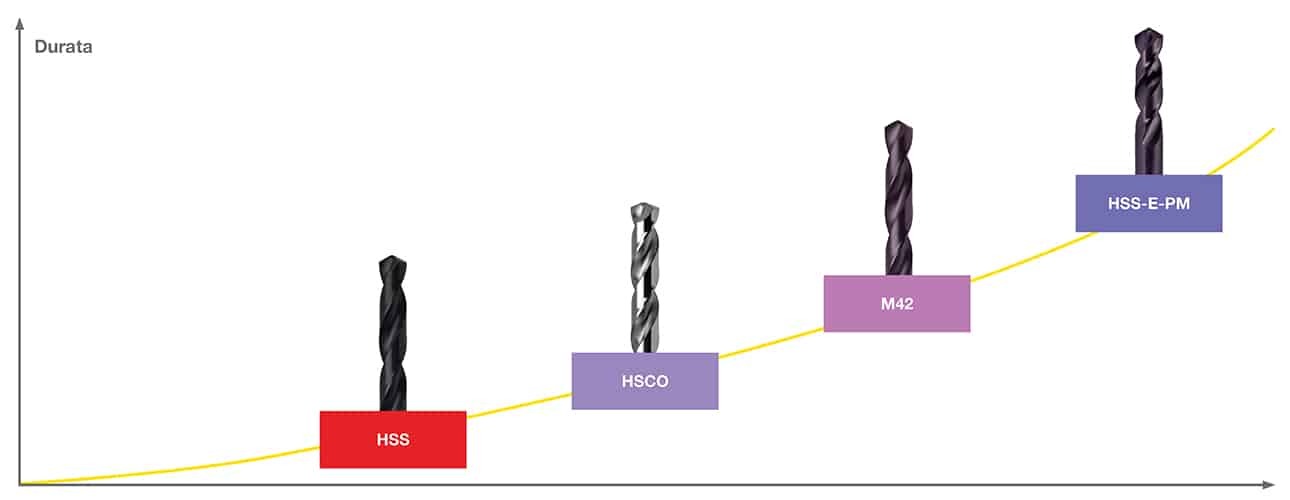
| Grado HSS | HSS | HSCO(oppure HSS-E) | M42 (anche HSCO8) | PM HSS-E |
|---|---|---|---|---|
| Descrizione | acciaio super rapido convenzionale | acciaio super rapido in lega di cobalto | 8% di cobalto in lega all’interno dell’acciaio super rapido | Acciaio super rapido prodotto con metallurgia delle polveri |
| Composizione | max. 4,5% di cobalto e 2,6% di vanadio | min. 4,5% cobalto o 2,6% vanadio | min. 8% cobalto | stessi componenti dell’HSCO, produzione diversa |
| Applicazione | Impiego universale | Applicazione a temperature di taglio elevate/raffreddamento sfavorevole, acciaio inossidabile | Applicazione su materiali difficili da lavorare | Impiego in caso di produzione in serie ed elevate esigenze di durata |
Come si producono le punte in HSS?
A seconda del tipo di produzione, si distingue tra punte elicoidali cilindriche (punte HSS-R) e punte elicoidali con punta rettificata (punte HSS-G). Una punta HSS-G viene rettificata dal materiale pieno. Con le punte HSS-G è possibile ottenere un’accuratezza maggiore e lavori più precisi con tolleranze inferiori rispetto alle punte HSS-R.
Utensili Gühring per applicazioni speciali

Quali punte a gradino offre Gühring?
Punte a gradino
Gühring produce punte a gradino di alta qualità in acciaio rapido (HSS). Questo acciaio per utensili ad alta lega ha un’elevata resistenza all’usura e garantisce una foratura precisa e conveniente.
Gühring offre numerose punte per metallo in diverse versioni. La distinzione principale è tra le due forme di centraggio D e DR secondo DIN 332. Oltre all’opzione standard della superficie “lucida”, è disponibile anche l’opzione del trattamento superficiale “temperato a vapore” per ridurre l’usura della foratura. Per il serraggio nei comuni mandrini da trapano, le punte a gradino Gühring sono disponibili sia con gambo cilindrico che con cono Morse.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationPerché le punte a gradino?
Le punte a gradino vengono spesso utilizzate nella lavorazione dei metalli per realizzare la sede della testa delle viti. Sono inoltre adatte per la realizzazione di fori con elevata qualità superficiale.
Con una punta a gradino è possibile combinare più fasi di lavorazione in un’unica operazione e realizzare fori con due o tre diametri in un’unica operazione, risparmiando così sugli utensili. Un grande vantaggio della punta a gradino rispetto alla punta con un solo diametro è il risparmio di fasi di lavoro o utensili.
Punte a centrare
Che cosa sono le punte a centrare?
Le punte da centro sono utensili per la foratura di profili e producono fori di posizionamento per la tornitura o la rettifica tra i centri. Le punte da centro sono spesso realizzate in acciaio ad alta velocità (HSS). Aspetti caratteristici della geometria di queste punte sono la lunghezza di proiezione ridotta e il profilo a gradini. Nella parte frontale, il nucleo centrale aggiuntivo, che costituisce anche il diametro nominale dell’utensile, garantisce un elevato centraggio nel foro.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationCome funziona una punta a centrare?
I fori di centraggio hanno requisiti di precisione elevati. La punta da centro, con la sua lunghezza ridotta, consente di diminuire il run-out della punta e quindi di garantire una migliore precisione di posizionamento.
Allargatori
Allargatori: che cos’è un allargatore?
Gli allargatori vengono utilizzati per allargare fori , punzonati o fusi fino alla misura finita desiderata. Gli allargatori possono inoltre migliorare la circolarità, lo scostamento o gli errori di superficie del foro. Gli allargatori ottimizzano quindi il foro di partenza. Se poi il foro deve essere lavorato con un alesatore, gli allargatori garantiscono la precisione di accoppiamento necessaria.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationAllargatori Gühring
Gühring offre un’ampia gamma di utensili di alesatura per la lavorazione di diversi materiali, come gli alesatori Gühring di tipo N. Grazie all’angolo di torsione di circa 30°, l’angolo tagliente di tipo N è molto versatile.
Micropunte
La microlavorazione è sempre più importante in tutti i settori, dalla tecnologia medica all’industria high-tech. La componente centrale di questo tipo di lavorazione è la foratura. Più piccoli diventano i componenti, più alti sono i requisiti di precisione, ripetibilità ed economicità del processo.
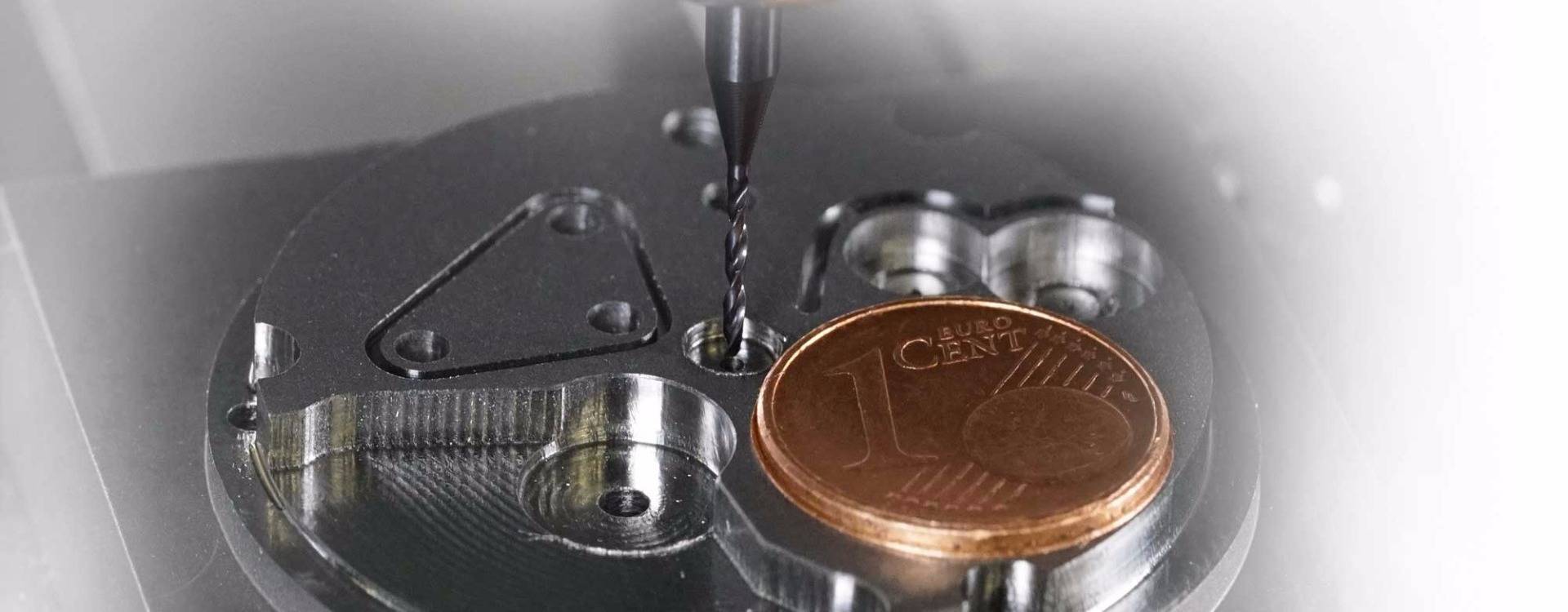
Micropunte in MD ExclusiveLine
anche con raffreddamento interno

Le micropunte in MDI ExclusiveLine, con e senza raffreddamento interno, permettono di lavorare con alto rendimento pressoché tutti i materiali. Gli utensili sono disponibili con raffreddamento interno a partire da un diametro di 1,00 mm e senza raffreddamento interno a partire da un diametro di 0,50 mm. Sono disponibili due tipi: Una variante universale con massime prestazioni nei materiali d’acciaio e un tipo VA, in particolare per la lavorazione di acciai inossidabili, leghe speciali e titanio. La geometria della punta specifica per l’applicazione, i rivestimenti di alta qualità e la scelta corretta del metallo duro garantiscono massime prestazioni in termini di valori di taglio e durata.
- per massime prestazioni con i più alti valori di taglio e durata
- perfette nelle lavorazioni con materiali in acciaio
- geometria speciale di tipo VA per l’impiego con acciai inossidabili, leghe speciali e titanio
- raffreddamento interno da un diametro di 1,00 mm
Esempio di applicazione 1:
Produzione in serie
Materiale: acciaio da cementazione 16MnCr5
Raffreddamento interno con emulsione all’8%
- d = 2,5 mm
- Vc= 120 m/min
- n = 15.279 giri/min
- fn= 0,14 mm/giro
- Vf= 2.139,06 mm/min
Esempio di applicazione 2:
Produzione in serie
Materiale: acciaio inossidabile X6CrNiTi18 10
Raffreddamento interno con emulsione al 12%
- d = 1,5 mm
- Vc= 80 m/min
- n = 16.980 giri/min
- fn= 0,045 mm/giro
- Vf= 764 mm/min
Micropunte in MDI

Le micropunte in MDI Gühring senza canali di raffreddamento coprono un range di diametri variabile tra 0,1 mm e 3,0 mm. Grazie alle micropunte in MDI, è possibile ottenere parametri di taglio elevati e lunghe tool life in presenza di lavorazione stabili e lunghe prestazioni della macchina. L’impiego di metallo duro ultrafine, che oltre a un’altissima durezza e resistenza al calore mostra anche una resistenza estrema all’usura, consente alle micropunte in MD, di raggiungere livelli di massima efficienza.
- per condizioni di lavorazione stabili
- parametri di taglio e durata superiori
Esempio di applicazione:
produzione in serie su transfer
Materiale: acciaio da bonifica 42CrMo4
con raffreddamento esterno, emulsione al 10%,
- d = 1,2 mm
- Vc = 65 m/min
- n = 17.242 giri/min
- fn= 0,06 mm/giro
- Vf = 1.035 mm/min
Micropunte in HSS-E-PM
![]()
Le micropunte Gühring in acciaio HSS-E prodotto con metallurgia delle polveri hanno un’ottima resistenza all’usura ed elevata tenacità e stabilità dei taglienti, caratteristiche importanti in condizioni di lavorazione instabili. L’acciaio HSS-E prodotto con metallurgia delle polveri ha una struttura molto omogenea, che influisce positivamente sulle prestazioni costantemente alte delle micropunte.
- processo affidabile in condizioni di lavoro instabili
- HSS-E-PM resistente a usura ed elevata stabilità dei taglienti
Esempio di applicazione:
Produzione in serie su macchine multi mandrino con punte HSS-E
Materiale: acciaio inossidabile 1.4301
con raffreddamento esterno, emulsione al 10%
- d = 2,0 mm
- Vc= 15 m/min
- n = 2.387 giri/min
- fn= 0,03 mm/giro
- Vf= 71,61 mm/min
Vantaggi e settori d’impiego
Gühring offre la soluzione ottimale sia per la produzione in serie di grandi lotti su macchine stabili con massimo rendimento e raffreddamento interno, sia per lavorazioni con lotti più piccoli o macchine a prestazioni limitate e condizioni di lavorazione difficoltose.
Campo di applicazione
La vasta gamma di micropunte in MDI e HSS-E-PM di Gühring copre l’intero range di diametri da 0,05 mm a 3,0 mm per le punte in HSS e da 0,10 a 3 mm per le punte in MDI. Gli utensili sono disponibili nelle lunghezze da 3xD a 15xD. Gli utensili con raffreddamento interno sono disponibili nella gamma standard a partire da un diametro di 1 mm.
Sistemi di foratura a inserti intercambiabili con sistema HT800 per la lavorazione dell’acciaio

HT 800 WP per la lavorazione di travi in acciaio
Di regola, le travi d’acciaio vengono preparate al montaggio su speciali impianti di foratura/segatura. Le condizioni di serraggio su queste macchine sono instabili nella maggior parte dei casi. Tale condizione impone requisiti particolarmente alti per gli utensili a forare. Gühring offre inserti intercambiabili appositamente progettati per la lavorazione di travi in acciaio. La geometria delle punte di questi inserti intercambiabili garantisce ottime proprietà di centraggio e compensa quindi i rapporti di lavorazione instabili nella produzione. Lo smusso nell’area esterna degli inserti intercambiabili garantisce una formazione minima di bava.
Gühring ha ampliato la sua offerta di inserti intercambiabili anche per la lavorazione di acciai al carbonio. La stabilità di forma del nocciolo, garantisce un’elevata resistenza all’usura, senza aumentare gli sforzi di processo. La forma concava del tagliente assicura la rottura ottimale dei trucioli di acciaio a truciolo lungo.
Questi utensili di foratura speciali in metallo duro si basano sul sistema di utensili HT 800 WP. L’HT 800 è costituito da un supporto in acciaio resistente all’usura, dal corpo di taglio intercambiabile e da una vite di bloccaggio con principio di serraggio. Grazie al foro di fissaggio, l’inserto intercambiabile ha un gioco minimo e si inserisce saldamente nel supporto. L’innovativo principio di serraggio garantisce la massima sicurezza di processo per fori fino a 10 x D. Il sistema modulare consente di cambiare facilmente gli inserti. Non è necessario cambiare l’utensile e la relativa regolazione.
Gli inserti intercambiabili sono adattati al rispettivo campo d’impiego per quanto riguarda il materiale da taglio, la geometria e la superficie. Per questo l’HT 800 con profilo ottimizzato delle scanalature permette di ottenere fori della stessa qualità di una punta in metallo duro integrale. Gli inserti intercambiabili possono essere utilizzati nei supporti standard 1xD, 1,5xD, 3xD, 5xD, 7xD e 10xD. Inoltre, con i diametri da 26,00 a 40,00 mm, è possibile eseguire la riaffilatura degli inserti.
Sistemi di foratura a inserti intercambiabili per la lavorazione dell’acciaio
Gühring ha ampliato il suo programma HT 800 anche per la lavorazione di acciai al carbonio. La stabilità di forma del nocciolo degli inserti intercambiabili garantisce un’elevata resistenza all’usura, senza aumentare gli sforzi di processo. La forma concava del tagliente assicura la rottura ottimale dei trucioli di acciaio a truciolo lungo.
Gli inserti intercambiabili hanno permesso di ottenere già risultati notevoli:
- Segmento di mercato: Automotive
- Componente: Boccola
- Profondità foratura: 24 mm, foro passante
- Diametro: 19,5
- Materiale: C40
- Durata utensile: 6000 fori
- Durata: 144 m
- Velocità di taglio Vc: 120 m/min
- Avanzamento per giro f: 0,35 mm/giro
L’HT 800 è composto da un corpo in acciaio resistente all’usura, un inserto intercambiabile e una vite di bloccaggio. L’inserto intercambiabile è molto preciso, grazie al perno e al foro di posizionamento, l’inserto alloggia stabilmente nella sede. Il principio di bloccaggio meccanico di nuovo tipo permette di ottenere la massima sicurezza di processo per fori fino a 10xD. Le viti di serraggio con frenafiletti migliorano la tenuta, anche in condizioni di forti sollecitazioni.
Punte ad inserto
Le punte a inserti sono costituite da un corpo in acciaio con un’elica per l’evacuazione del truciolo e una sede per un inserto intercambiabile.
Inserti in metallo duro
In questa tipologia di utensili, il corpo utensile è realizzato in materiale tenero ed economico e l’inserto in metallo duro. Ciò è particolarmente utile per i diametri di foratura molto grandi. Gli inserti intercambiabili sono fissati o avvitati in un portautensili per l’utilizzo nel taglio dei metalli. Di solito presentano più taglienti. Se un tagliente si usura, l’inserto viene semplicemente ruotato.
In questa tipologia di utensili, il corpo utensile?
Gli inserti vengono prodotti con un processo di sinterizzazione. La polvere di metallo duro viene pressata in forma e riscaldata a circa 1500 gradi Celsius, dove la polvere si fonde e diventa metallo duro. Dopo la sinterizzazione, mediante un procedimento di rettifica, vengono definite geometria e dimensioni dell’inserto. Infine, gli inserti vengono ricoperti con diversi rivestimenti.
Non vuoi perderti le ultime novità dal mondo della lavorazione dei metalli?


SERRAGGI
La precisione è questione di regolazione

UTENSILI A ALESATORI
Alesatura perfetta in tutti i diametri

UTENSILI A SVASARE E SBAVARE
Gühring – Sbavatura e svasatura