
Milling
Milling merupakan salah satu proses produksi yang paling serbaguna dalam bidang pengerjaan logam. Proses Milling menghasilkan komponen yang presisi dan rumit yang digunakan di berbagai bidang. Tergantung pada penerapannya, Gühring menyediakan alat Milling yang sesuai untuk mengolah berbagai jenis bahan. Program ini mencakup alat milling yang kasar hingga khusus, mulai dari pemotong kasar konvensional hingga strategi HPC/HSC modern, seperti Milling trochoidal dinamis (GTC) atau iMachining (SolidCAM). Selain itu, berbagai bahan pemotongan yang berbeda digunakan untuk Milling.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationSorotan produk kami
Milling basic
Definisi milling
Milling merupakan proses produksi permesinan dengan bagian tepi pemotongan yang ditetapkan secara geometris dan bagian potongan yang terpisah. Tujuan dari milling adalah produksi benda kerja yang sudah ditetapkan sebelumnya. Endmill dilengkapi dengan satu atau beberapa bagian tepi pemotongan yang memungkinkan bahan untuk diproses secara vertikal, horizontal, atau diagonal terhadap sumbu rotasinya.
Bagaimana cara kerja milling?
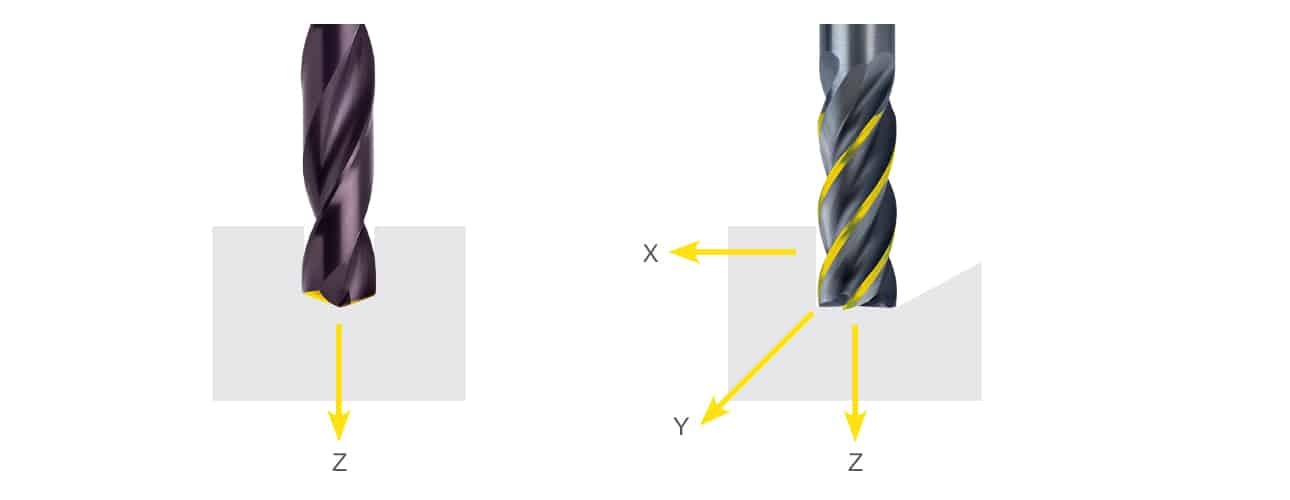
Endmill akan mengeluarkan bahan sisa dari benda kerja dalam bentuk chips secara berkelanjutan. Berbeda dengan bor yang hanya melakukan pemotongan pada bagian tepi (tepi pemotongan utama), pemotong frais/milling melakukan pemotongan pada bagian keliling, tepi pemotongan utama, tepi pemotongan sekunder, dan muka. Hal ini memungkinkan pemotong frais/milling memproses bahan secara bersamaan pada arah yang berbeda, yang dikenal juga sebagai poros. Selama pembuangan chips, alat berputar pada porosnya sendiri dengan tingkat kecepatan tinggi, dan bergerak secara bersamaan sesuai dengan kontur yang akan diproduksi. Bentuk benda kerja merupakan hasil proses dari lebar pemakanan (ae) dan kedalaman pemakanan (ap).
Strategi millin
Terdapat perbedaan antara penggunaan Endmill berikut ini:
 Pengaluran
Pengaluran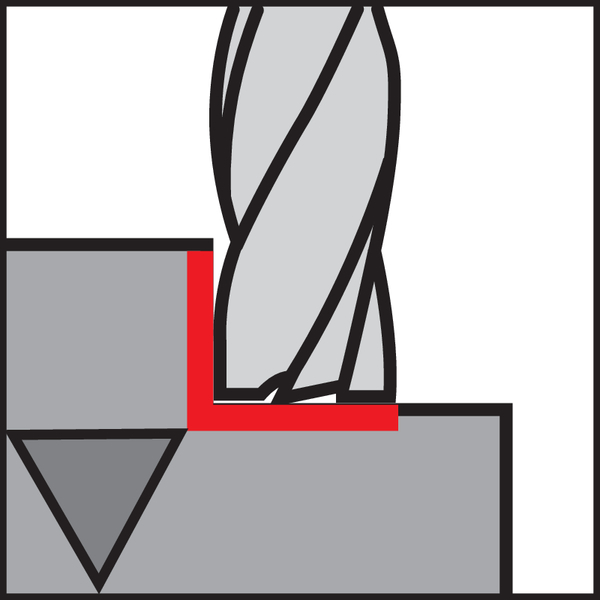 Pemotongan kasar
Pemotongan kasar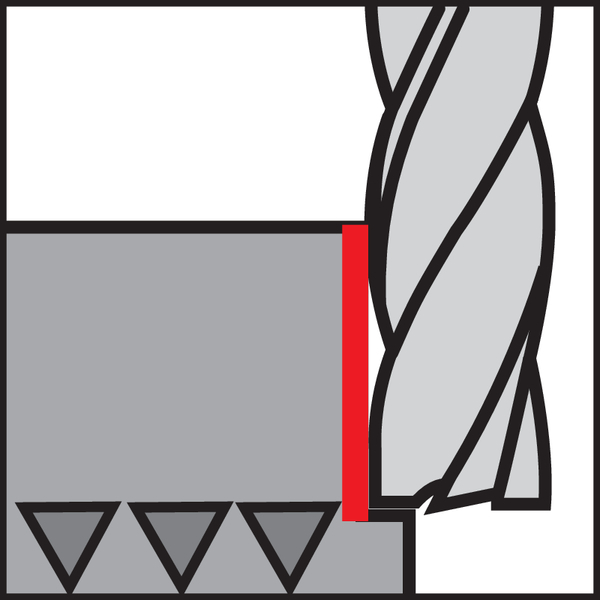 Pemolesan akhir
Pemolesan akhir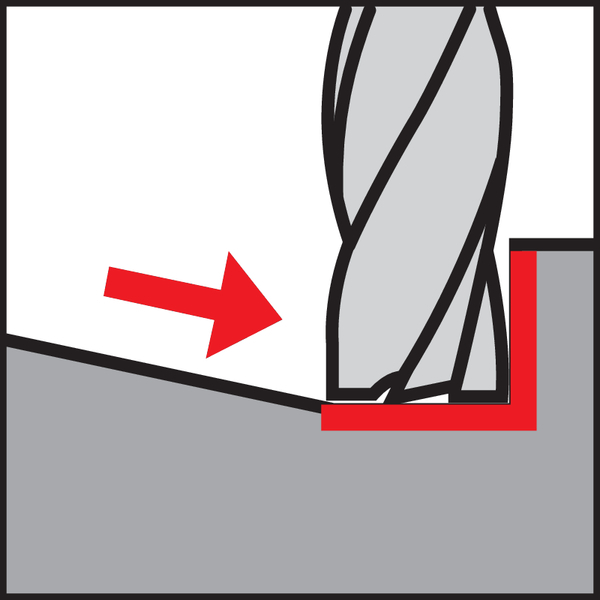 Finalisasi
Finalisasi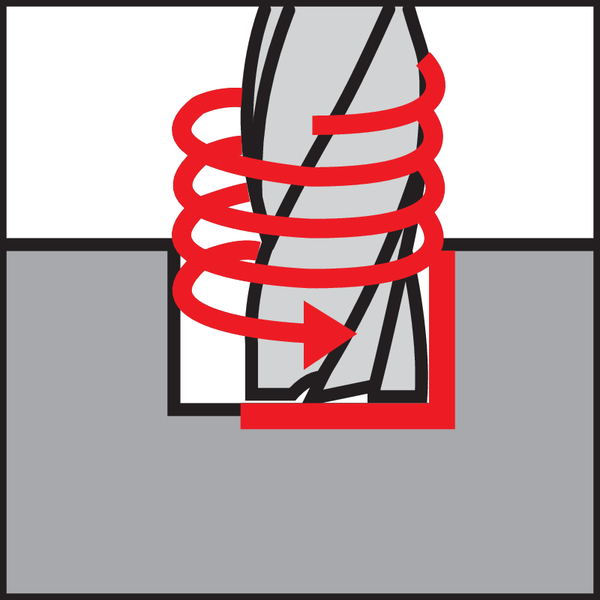 Heliks
Heliks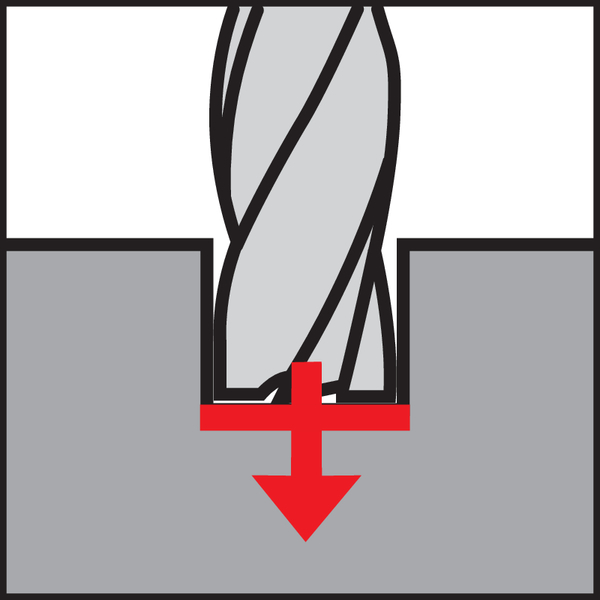 Pengeboran
Pengeboran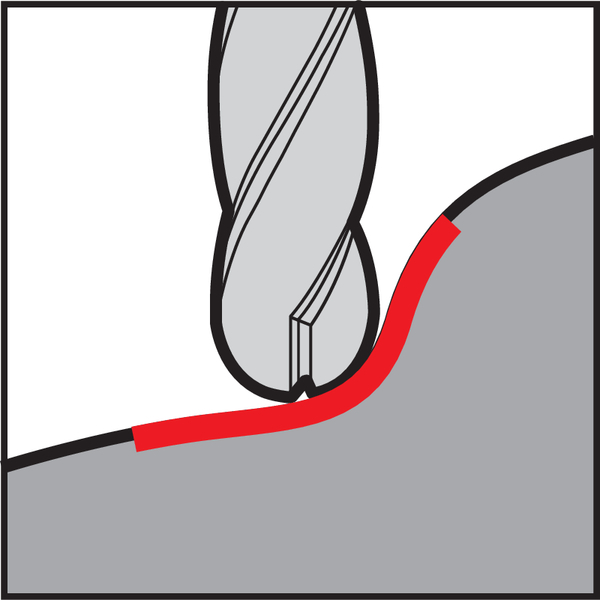 Milling salinan
Milling salinan
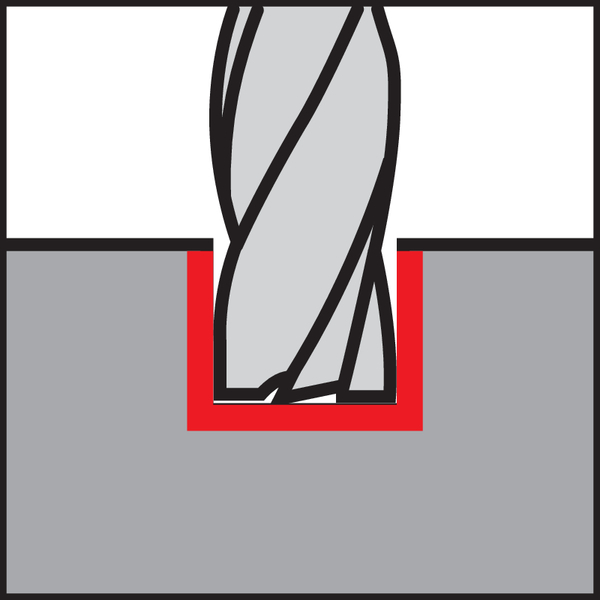
Pengaluran digunakan untuk menciptakan lekukan lonjong yang menjangkau bahan sebagai slot atau tidak sepenuhnya menembus bagian bahan sebagai pasak. Diperlukan presisi yang sangat tinggi pada proses frais/milling ini karena peralatan dikelilingi bahan hingga 180 derajat.
Pemotongan kasar memisahkan bahan sebanyak mungkin dari benda kerja dalam waktu sesingkat mungkin dengan tingkat pemakanan yang besar. Proses ini menciptakan bagian permukaan yang kasar.
Saat melakukan pemolesan akhir, bagian permukaan yang halus, dimensi yang tepat, dan sudut yang tepat dihasilkan dengan tingkat pemakanan yang kecil.
Saat melakukan finalisasi, pemotong frais/milling memproses bahan dari sudut kemiringan tertentu. Alur, kantong, atau bentuk lainnya lalu diproses menjadi komponen terkait. Strategi pemotongan ini menghasilkan rongga potongan memanjang.
Saat melakukan pemotongan heliks, alat bergerak secara spiral ke bagian dalam komponen. Rongga melingkar tercipta dan lebih besar dari diameter alat.
Saat melakukan pengeboran, pemotong milling memproses bahan layaknya alat bor biasa.
Pemotong radius digunakan untuk proses milling salinan. Terdapat perbedaan antara pemotong radius penuh dan radius sudut, yang dikenal juga sebagai pemotong torus. Alat ini memungkinkan dilakukannya perubahan dan proses pada bentuk yang rumit.
Sudut pada pemotong
Seperti bagian tepi pemotongan utama, sudut pemotongan alat frais/milling juga terletak pada bagian kelilingnya. Tergantung pada bahan yang akan dikerjakan dengan mesin, sudut pemotongan adalah antara minus 15 dan plus 25 derajat. Alat dengan sudut pemotongan positif memotong bahan dengan hasil potongan yang halus dan cepat. Alat dengan sudut pemotongan negatif ditandai dengan potongan gesekan. Sudut pemotongan besar antara 10 hingga 25 derajat menghasilkan bagian tepi pemotongan yang tajam, cocok untuk memotong bahan yang sangat lunak dan lengket. Sudut pisah diproduksi dalam dua varian: Dengan gerinda pemotong radial, menghasilkan pemotongan yang sangat halus dan bagian tepi pemotongan yang stabil, sehingga cocok digunakan untuk memproses bahan baja tahan karat dan tahan panas. Sudut pisah dengan bagian tepi yang miring memungkinkan terciptanya hasil pemotongan yang ramping hingga agresif.
Alat frais juga dirancang dengan sudut heliks yang berbeda – dari nol hingga 55 derajat. Semakin kecil sudut heliks, semakin kecil titik kontak antara alat kerja dan bahan yang dikerjakan. Oleh karena itu, alat kerja dengan sudut heliks yang lebih kecil bekerja secara lebih kasar dan lebih cocok digunakan untuk pengasaran bahan. Alat dengan sudut heliks yang lebih besar menghasilkan putaran yang lebih halus dan digunakan dalam proses finalisasi bahan yang dikerjakan.
Ingin mengetahui informasi lebih lanjut tentang frais/milling dan alat frais/milling dari Gühring?

Kami menyediakan pengetahuan komprehensif di bidang pemotongan logam di Akademi Gühring.
Unit pembelajaran online yang praktis dan interaktif serta bisa diakses secara online setiap saat.
Frais/milling akhir dan frais/milling periferal
Pada prinsipnya, kami membedakan antara frais/milling periferal dan frais/milling muka. Pada frais/milling muka, bagian tepi pemotongan depan dari alat frais/milling difungsikan untuk membuang chips. Dalam hal ini, alat ditempatkan secara tegak lurus terhadap bidang proses. Pada frais/milling periferal, sumbu alat melintang terhadap benda kerja. Gerakan pemotongan dilakukan pada bagian keliling alat.
Searah dan berlawanan arah
milling berputar melawan arah pemakanan benda kerja pada frais/milling yang berlawanan arah. Proses ini menciptakan chips yang menebal, dan diperlukan upaya pemotongan yang meningkat tajam dari titik di mana bagian tepi pemotongan masuk hingga keluar pada tempatnya. Pada frais/milling searah, bagian tepi pemotongan melakukan gerakan berputar yang searah dengan arah pemakanan benda kerja.
Akibatnya, gaya paling besar tercipta saat bagian tepi pemotongan masuk ke dalam benda kerja. frais/milling searah lebih disukai karena bisa menghasilkan usia pakai alat yang lebih lama dan mutu permukaan komponen yang lebih baik. Berikut adalah perbandingan langsung antara frais/milling searah dan berlawanan arah.
Milling searah
Milling berlawanan arah
Milling logam
Komponen dari bahan logam, plastik, dan kayu bisa diproses dengan alat frais. Bahan dan geometri pemotongan harus disesuaikan dengan bahan kerja dan proses produksinya, karena merupakan satu-satunya cara untuk mencapai hasil produksi yang optimal dan usia pakai yang tahan lama.
Ikhtisar milling logam
Dalam proses pengerjaan bahan logam, terdapat perbedaan antara milling padat atau akhir, dan alat frais/milling insert. Alat frais/milling insert merupakan pemotong frais/milling dengan bagian insert yang bisa diindeks dan ditukar. Alat ini bisa diubah untuk melakukan proses frais/milling lainnya hanya dengan beberapa langkah sederhana. Pada frais/milling akhir, bagian tepi pemotongan dan porosnya terdiri dari satu bagian utama. Setiap alat dirancang untuk melakukan tugas tertentu dan oleh karenanya, hanya bisa digunakan untuk proses khusus terkait. Berikut adalah ikhtisar jenis pemotong yang paling umum digunakan:
| Jenis pemotong | Aplikasi |
|---|---|
| Pemotong frais/milling bahu dan pemotong frais/milling tepi | Dua permukaan bisa dikerjakan secara bersamaan dengan pemotong frais/milling bahu. Alat ini menciptakan bentuk bahu yang rata dengan sudut “persis” 90°. |
| Pemotong frais/milling muka | Permukaan datar dibubut dengan pemotong frais/milling muka, biasanya dengan sudut yang ditetapkan pada 45°. |
| Pemotong pemisah | Alat berbentuk cakram ini memiliki diameter yang sangat kecil dan digunakan untuk memotong bagian benda kerja secara presisi. |
| Pemotong frais/milling kontur | Pemotong frais/milling kontur cocok digunakan untuk melakukan frais/milling kontur 3D yang rumit dengan beberapa jalur frais/milling dan jalur yang ditentukan secara presisi. |
| Pemotong alur | Pemotong alur digunakan untuk menghasilkan alur dan ceruk pada komponen. Benda kerja bisa dihubungkan satu sama lain melalui alur yang dihasilkan. |
| Pemotong chamfer | Bagian tepi benda kerja bisa dipatahkan dengan pemotong chamfer. |
| Pemotongmilling roda gigi | Hal ini mencakup frais/milling drum atau Frais/Milling roda gigi, yang bisa memproduksi semua jenis roda gigi. |
| Pemotong frais/milling thread | Dimensi utasan internal dan eksternal yang akurat bisa diproduksi dengan pemotong frais/milling thread. |
| Pemotong countersink | Pemotong frais/milling berbentuk kerucut ini bisa digunakan untuk memproduksi countersink, misalnya kepala sekrup dengan sudut yang berbeda. |
Frais/Milling CNC: Apa itu frais/milling CNC?
Peralatan mesin CNC digunakan terutama untuk melakukan Frais/Milling dalam industri pengerjaan logam. Teknologi kendali modern ini memungkinkan proses produksi benda kerja secara otomatis dan hemat biaya dengan tingkat presisi yang tinggi. Ahli mesin menggunakan teknologi Kendali Numerik Terkomputerisasi (CNC – Computerized Numerical Control) dan terlebih dahulu merancang benda kerja yang diinginkan menggunakan program CAD. Model ini lalu dilengkapi dengan beragam parameter, seperti kecepatan, feed, atau kedalaman pemotongan menggunakan sistem CAM dan ditransfer ke perangkat lunak CNC. Produksi seri pada mesin Milling CNC bersifat sangat ekonomis karena kecepatan pemotongan mesin hingga 18.000 putaran per menit bisa tercapai, dan hingga lebih dari 50.000 putaran per menit pada mesin berkecepatan tinggi.

Navigator
Cara untuk mendapatkan produk yang diinginkan: Navigator memandu dan memberikan saran tentang alat terbaik untuk aplikasi Anda
Bagaimana cara untuk menemukan solusi yang tepat untuk aplikasi spesifik Anda di antara 100.000 peralatan Gühring? Sangat sederhana, cepat, dan nyaman – dengan bantuan “Gühring Navigator” kami. Pencari produk yang intuitif memandu Anda dalam mencari solusi alat terbaik beserta data pemotongan yang terkait.
- Pilih kelompok produk dan contoh kasus penggunaan
- Pengisian dimensi
- Tentukan bahan dan tingkat kekuatan
- Pilih alat
Endmill
Definisi Frais/Milling akhir: Apa itu Frais/Milling akhir?
Permukaan pemotongan dan penjepitan diproduksi dalam satu bagian dengan Milling akhir. Poros terintegrasi dijepit pada pemegang pemotong Frais/Milling mesin. Desain poros pemegang bisa berbentuk silinder atau kerucut. Frais/Milling akhir tersedia dalam beragam desain yang berbeda dan cocok untuk digunakan dalam produksi bentuk slot, alur, kantong, ceruk, cetakan, dan berongga. Pada bidang Frais/Milling akhir, Gühring menghadirkan beragam rangkaian produk seperti pemotong Frais/Milling kasar dan pemolesan akhir.

Endmill
Milling akhir dengan poros lurus ditentukan dalam standar ISO DIN 844. Standar tersebut mencakup informasi tentang dimensi, bahan pemotongan, desain, dan penandaan alat. DIN 845 menetapkan persyaratan untuk Frais/Milling akhir dengan poros runcing Morse.
Milling akhir karbida
Milling akhir untuk pengerjaan logam bisa dibuat dari bahan pemotongan yang berbeda. Baja berkecepatan tinggi (HSS) dan karbida padat (VHM) merupakan bahan yang biasa digunakan.
Pemotong Frais/Milling universal atau pemotong Frais/Milling berkinerja tinggi yang terbuat dari bahan karbida padat digunakan pada mesin CNC modern. Sangat cocok digunakan untuk produksi serial. Kecepatan pemrosesan yang tinggi menjadikan produk ini bersifat sangat serbaguna. Selain itu, produk ini memiliki usia pakai yang lama serta kedalaman dan lebar pemotongan yang sangat baik. Secara keseluruhan, produk ini dikenal berkat tingkat efektivitas biayanya yang tinggi. Kekurangan dari pemotong Frais/Milling karbida padat adalah harga belinya yang lebih tinggi. Selain itu, produk ini tidak cocok untuk digunakan dalam proses produksi dengan kondisi mesin yang tidak stabil.
Frais/Milling akhir HSS
HSS milling cutters are made of high-speed steel. The main advantage of HSS milling cutters over solid carbide milling cutters is their lower purchase price. The disadvantages, on the other hand, are the low processing speed and short service life. HSS and HSS-E milling cutters are therefore rarely used in series production.
Frais/Milling akhir aluminium
Mengapa Frais/Milling akhir berbentuk heliks?
Dalam kebanyakan kasus, Frais/Milling akhir digunakan untuk pengerjaan bahan logam yang disusun dalam bentuk spiral. Ada beberapa keunggulan tersendiri: Gigi berbentuk heliks memastikan adanya pemotongan yang seragam, gaya pemotongan yang seragam, dan pengoperasian mesin yang lebih baik. Selain itu, chips terpental ke samping dan tidak masuk ke dalam lubang.
Ikhtisar diameter Frais/Milling akhir
Portofolio Gühring mencakup beragam dimensi umum untuk pemotong Frais/Milling, seperti:
Frais/Milling akhir 2 mm
Gühring menghadirkan produk Frais/Milling akhir VHM dengan empat bagian tepi dengan diameter nominal 2 mm. Lapisan yang berbeda bisa digunakan.
Pemotong mikro tersedia dari ukuran 0,3-3,2 mm.
Frais/Milling akhir 6 mm
Alat baru Frais/Milling akhir VHM dari Gühring dengan diameter 6 mm dan lapisan AlCrN.
Frais/Milling akhir 12mm
Diameter besar digunakan untuk Frais/Milling berkinerja tinggi karena memungkinkan tingkat pembuangan logam yang lebih tinggi. Gühring menghadirkan produk Frais/Milling akhir karbida padat dengan diameter dari 12 hingga 32 mm.
Frais/Milling akhir ekstra panjang
Gühring menghadirkan produk Frais/Milling akhir seri XL untuk proses mesin yang membutuhkan pemotong Frais/Milling ekstra panjang. Rangkaian produk ini memiliki panjang total hingga 150 mm.
Set Frais/Milling akhir
Gühring menggabungkan beberapa produk Frais/Milling akhir karbida padat menjadi serangkaian produk praktis untuk berbagai aplikasi Frais/Milling. Rangkaian produk tersebut mencakup pemotong dengan empat tepi berdiameter dari 6 hingga 12 mm.
Produk kami difokuskan pada Frais/Milling akhir VHM
Frais/Milling akhir VHM RF 100 U

Baja, besi cor, dan baja keras dengan kekuatan tensil hingga 1.400 N/mm² bisa diproses dengan RF 100 U. Berkat sudut heliksnya yang tidak seragam, pemotong dengan Ratio-3 menghasilkan potongan yang sangat ringan, bahkan dengan tingkat pemakanan yang besar.
Manfaat dari penggunaan RF 100 U:
- Pengoptimalan semua parameter alat memungkinkan laju pemakanan yang luar biasa dan laju pengeluaran chips secara maksimal
- Pemanfaatan kinerja maksimum berkat pemolesan akhir yang bermutu tinggi
- Pengurangan waktu siklus dalam produksi serial, bahkan pada bahan yang sulit dikerjakan dengan mesin
Frais/Milling akhir VHM RF 100 Diver

RF 100 Diver dibuat untuk pelanggan yang membutuhkan fleksibilitas tinggi, mampu menangani hingga lima operasi secara bersamaan. Alat ini dilengkapi pasokan cairan pendingin inovatif yang mendinginkan dan melindungi bagian kepala dan geometri periferal dengan sempurna saat melakukan pengeboran dan pemotongan.
Manfaat dari penggunaan RF 100 Diver:
- Usia pakai hingga 40 persen lebih lama berkat teknologi pendinginan yang inovatif
- Untuk semua jenis bahan, terutama bahan yang lengket, bebas karat, dan tahan panas
- Untuk semua jenis bahan, terutama bahan yang lengket, bebas karat, dan tahan panas
Informasi lebih lanjut: RF 100 Diver
RF 100 Diver di toko online
Frais/Milling akhir VHM RF 100 Sharp

Akumulasi chips saat menggiling bahan yang lunak hingga keras, kondisi mesin yang sulit, kecepatan pemotongan yang rendah – RF 100 Sharp bisa mengatasi semua masalah ini. Dengan pemotong Frais/Milling karbida padat, Anda bisa mencapai kecepatan pemotongan dan tingkat pembuangan bahan yang sangat tinggi.
Manfaat dari penggunaan RF 100 Sharp:
- Kuat untuk memproses bahan yang lunak hingga keras dan bahan dengan tingkat paduan yang tinggi
- Pengurangan tekanan pemotongan dan gaya pemotongan
- Perlindungan keausan yang lebih tinggi berkat lapisan AlCrN
Informasi lebih lanjut: RF 100 Sharp
RF 100 Sharp di toko online
Pemotong Frais/Milling karbida padat RF 100 Speed

RF 100 Speed merupakan pemotong dengan rasio tercepat dalam rangkaian produk kami. Terutama saat memproses bahan yang sangat keras, tingkat pembuangan bahan yang tinggi bisa tercapai berkat keandalan proses yang stabil dengan pemotong Frais/Milling karbida padat.
Manfaat dari penggunaan RF 100 Speed:
- Pengasaran berkinerja tinggi, bahkan pada tingkat kedalaman pemotongan yang tinggi
- Kesenyapan dan laju pengeluaran chips yang tinggi
- Frais/Milling GTC universal pada berbagai jenis bahan baja dan besi cor, baja tahan karat, dan bahan paduan khusus
Informasi lebih lanjut: RF 100 Speed
RF 100 Speed di toko online
Pemotongan kasar
Pemotongan kasar biasanya menggunakan Frais/Milling akhir dengan profil pengasaran. Lebar dan kedalaman pemakanan yang besar akan membuang banyak bahan dalam waktu sesingkat mungkin. Prapemrosesan yang kasar ini menciptakan permukaan yang kasar di mana jejak pemrosesan bisa teramati. Proses ini biasanya diikuti oleh proses penghalusan pada benda kerja. Temukan informasi lebih lanjut tentang pemotong pengasaran kami di sini.
End mills with a roughing profile are usually used for roughing. A high infeed width and depth should remove as much material as possible in the shortest possible time. This rough pre-machining produces a rough surface with visible machining marks. As a rule, the workpiece is finish machined afterwards. Learn more about our roughing cutters here.
Pemotongan kasar vs. pemolesan akhir
Pemolesan akhir seringkali dilakukan setelah proses pengasaran dengan tujuan untuk meningkatkan hasil pemolesan permukaan akhir beserta akurasi dimensi dan bentuknya. Sejumlah kecil bahan biasanya dikeluarkan dari benda kerja dalam proses Frais/Milling ini, biasanya hanya sepersepuluh milimeter saja. Melakukan pemotongan dengan pemotong akhir menghasilkan chips yang lebih besar, yang harus dikeluarkan dari area kerja dengan udara bertekanan atau pelumas pendingin. Selain itu, Frais/Milling akhir dengan profil pengasaran menghasilkan gaya pemotongan yang lebih rendah daripada pemolesan akhir bertepi halus, dan oleh karenanya membutuhkan daya penggerak yang lebih sedikit. Pemolesan akhir mewujudkan potensi dalam proses bebas getaran pada mesin yang stabil dan kuat, dengan laju pelepasan logam maksimum, penjepitan yang pendek, dan pendinginan yang baik. Alat dengan profil pengasaran, juga berfungsi untuk pengoperasian mesin yang rentan terhadap getaran.

Pemotongan kasar logam
Pemotongan kasar logam terpengaruh oleh beban mekanis yang tinggi. Oleh karena itu, penting untuk menggunakan bahan pemotongan bermutu tinggi di area yang sangat keras dan tidak sensitif terhadap fluktuasi suhu yang cepat.
Pemotongan kasar HSS
Pemotongan kasar HSS terbuat dari baja berkecepatan tinggi (high-speed steel) dan memungkinkan pemrosesan bahan logam dan plastik secara cepat dan efisien. Gühring menghadirkan pemotongan kasar bergigi halus yang terbuat dari HSS-E dengan jumlah bagian tepi pemotongan dan permukaan yang berbeda, seperti Pemotongan kasar GS 80.
Pemotongan kasar aluminium
Tantangan khusus yang dihadapi saat melakukan Frais/Milling aluminium adalah suhu panas yang dihasilkan oleh bahan. Gühring menghadirkan produk pemotong Frais/Milling kasar dengan pemotong Frais/Milling rasio Alu RF 100 A yang khusus untuk pemrosesan aluminium dengan tingkat pendinginan internal yang andal.
Pemotong chamfer
Bagian tepi tajam pada benda kerja diputuskan dan chamfer diproses dengan pemotong chamfer. V-cut, undercut, deburring di sepanjang bagian tepi benda kerja dan menyiapkan alat untuk proses pengelasan juga merupakan operasi chamfer yang umum dilakukan. Pemotong chamfer tersedia dalam beragam sudut, biasanya 45°, untuk menghasilkan bagian tepi yang mudah diproses.
Pemotong chamfer logam
Pilihan pemotong Frais/Milling tergantung pada bahan yang akan diproses. Gühring menghadirkan pemotong chamfer yang baru untuk proses pengerjaan logam: SpyroTec. Berkat geometri pemotongan spiral dan pelapisan TiAIN, alat karbida padat ini memastikan adanya proses Frais/Milling yang efisien.
Temukan informasi lebih lanjut tentang pemotong chamfering SpyroTec di sini.
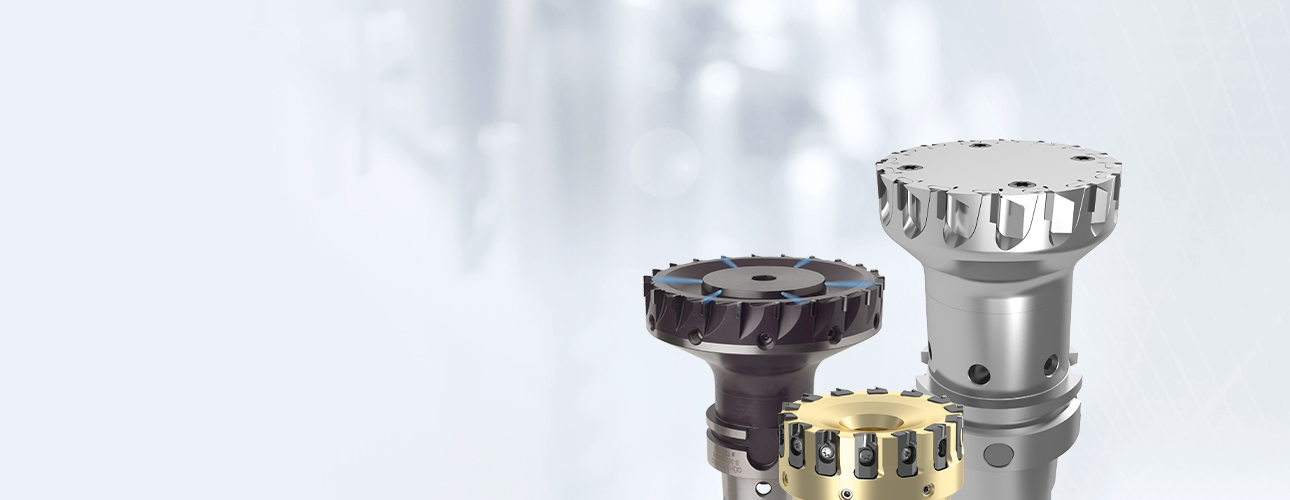
Kepala Frais/Milling
Kepala Frais/Milling (dikenal juga sebagai kepala pemotong) merupakan alat frais yang menggunakan insert yang bisa dipertukarkan. Kepala Frais/Milling terdiri dari alat dasar dengan antarmuka mesin dan dudukan pemotong.
Kepala Frais/Milling logam
Dalam pengerjaan bahan logam, kepala Frais/Milling terutama digunakan untuk Frais/Milling muka dan dilengkapi dengan empat hingga 50 bagian tepi pemotongan. Pada kepala Frais/Milling generasi sebelumnya, bagian tepi pemotongan yang disolder terbuat dari bahan logam keras. Kepala Frais/Milling modern dilengkapi pelat yang bisa ditukar, yang sebagian besar terbuat dari bahan logam keras. Namun, Gühring juga menghadirkan berbagai produk pemotong Frais/Milling dengan bagian tepi tajam yang terbuat dari PCD, yang memungkinkan Frais/Milling muka secara lebih efisien.
Jenis Kepala Frais/Milling
Di bidang kepala Frais/Milling, terdapat perbedaan antara beragam desain yang berbeda:
Kepala Frais/Milling muka dengan sudut antara 45° dan 90° digunakan untuk proses bagian permukaan. Kepala Frais/Milling bahu digunakan untuk proses Frais/Milling muka dengan sudut pengaturan 90°. insert pemotong bulat biasanya digunakan dalam kepala Frais/Milling, yang memungkinkan Frais/Milling bebas atau Frais/Milling salinan. Pemotong Frais/Milling saling silang cocok digunakan dalam Frais/Milling dengan tingkat pemotongan yang sangat dalam, karena bagian insert bisa ditukar dan ditempatkan di atas satu sama lain. Kepala Frais/Milling juga dibedakan menurut jumlah insert yang bisa ditukar dan digunakan, serta kebutuhan yang berbeda atas bahan pemotongan panjang atau pendek.
Sejajarkan kepala frais (sesuaikan bagian tepi pemotongan)
Untuk memungkinkan fleksibilitas yang lebih baik, Gühring menghadirkan ujung Milling dengan tampilan PKD yang bisa disesuaikan dengan berbagai jenis proses pengerjaan. Hal ini dimungkinkan oleh pemotongan PKD yang bisa disesuaikan secara aksial. Dengan sekrup penyesuai yang terintegrasi, potongan aksial dari pemotong Milling ini bisa disesuaikan hingga satuan μm. Produk ini bisa diseimbangkan menggunakan sekrup penyeimbang demi memastikan kelancaran proses kerja pada tingkat kecepatan yang tinggi.
Tidak ingin ketinggalan tren atau berita dari industri pemotongan logam?


CLAMPING SYSTEMS
Presisi adalah masalah pengaturan
REAMER
Reaming sempurna di semua diameter

TOOL DEBURING
Cepat, bersih dan otomasi penuh