
Freze takımları
Frezeleme, metal işçiliğinde en çeşitli üretim proseslerinden birisidir. Proses, birçok alanda kullanılan hassas, karmaşık bileşenler oluşturmaktadır. Gühring, uygulamaya bağlı olarak farklı malzemeleri işlemek için uygun freze takımları sunmaktadır. Ürün yelpazesi, çok yönlü takımlardan uygulamaya özel takımlara, geleneksel kaba kesim frezelerinden dinamik trokoidal frezeleme (GTC) veya iMachining (SolidCAM) gibi modern HPC/HSC stratejilerine kadar uzanmaktadır. Freze bıçakları için farklı kesme malzemeleri de kullanılmaktadır.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More Informationİndirilebilir öğeler/Bağlantılar
General Catalogue
GTC milling cutters
Roughing end mills
Ürün özelliklerine git
Frezeleme ile ilgili temel bilgiler
Frezelemenin tanımı
Frezeleme, geometrik olarak belirlenmiş kesme kenarları ve darbeli kesme ile gerçekleştirilen talaşlı imalat üretim sürecidir. Frezelemenin amacı tanımlanmış iş parçaları üretmektir. Freze takımları bir veya daha fazla kesme kenarına sahip olup, malzemelerin dönme eksenine göre hem dikey, hem yatay hem de eğik olarak işlenmesini sağlar.
Frezeleme nasıl çalışır?
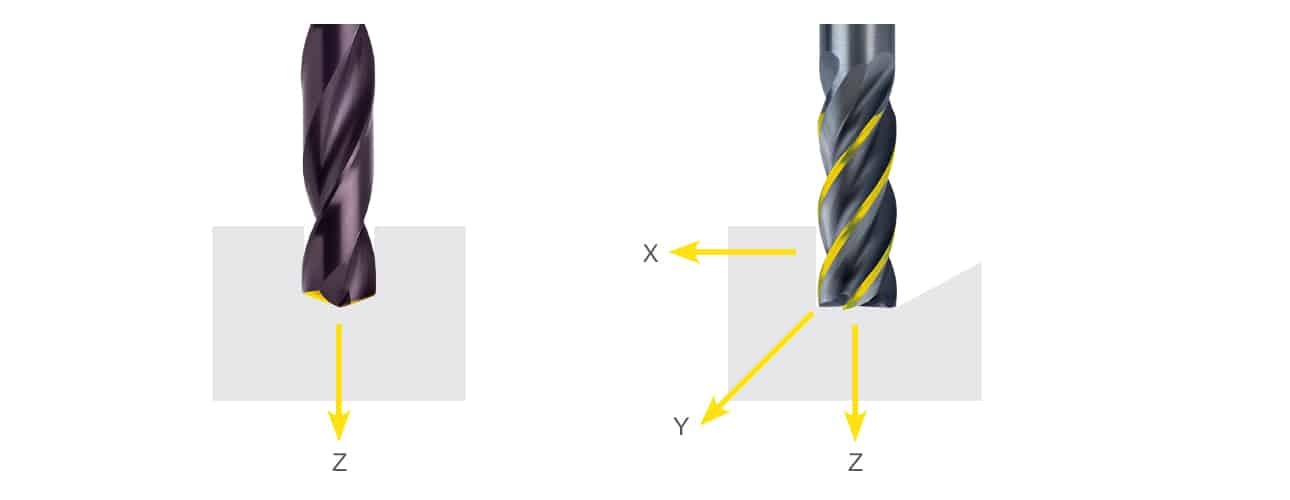
Bir kesici, talaş şeklindeki bir ham maddeden sürekli olarak malzemeyi çıkarır. Sadece uçta (ana kesici kenar) kesim işlemi yapan matkap ucunun aksine, freze bıçağı çevreyi, ana kesici kenarı, ikincil kesici kenarı ve alın yüzünü keser. Bu, kesicinin eksen olarak da bilinen farklı yönlerdeki malzemeleri aynı anda işlemesine olanak tanır. Talaş kaldırma sırasında takımlar kendi eksenleri etrafında yüksek hızda döner ve eş zamanlı olarak üretilecek kontura göre hareket eder. Bu nedenle iş parçasının şekli, kesme genişliği (ae) ve kesme derinliğinin (ap) sonucudur.
Frezeleme stratejileri
Freze bıçakları için aşağıdaki uygulamalar arasında bir ayrım yapılabilir:
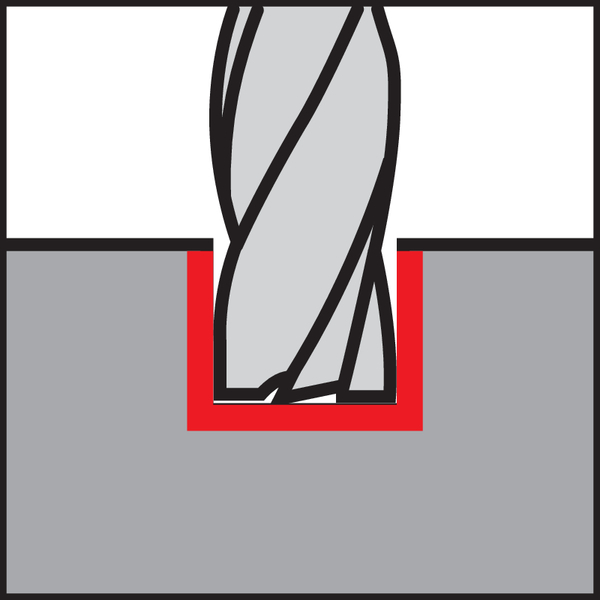 Kanal açma
Kanal açma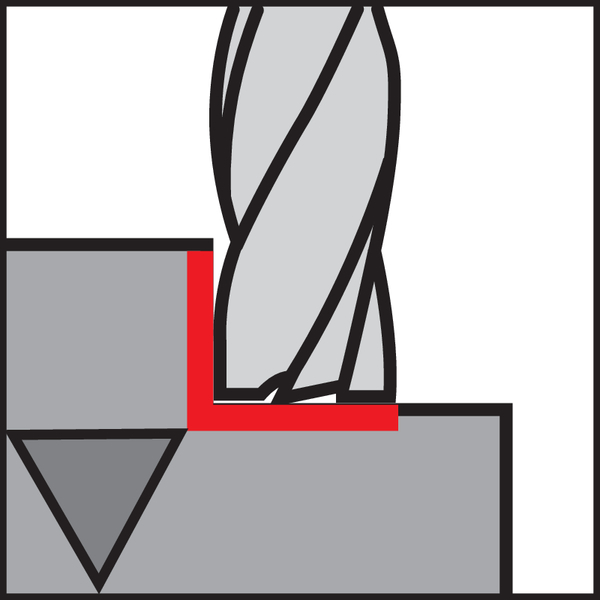 Kaba kesim frezesi
Kaba kesim frezesi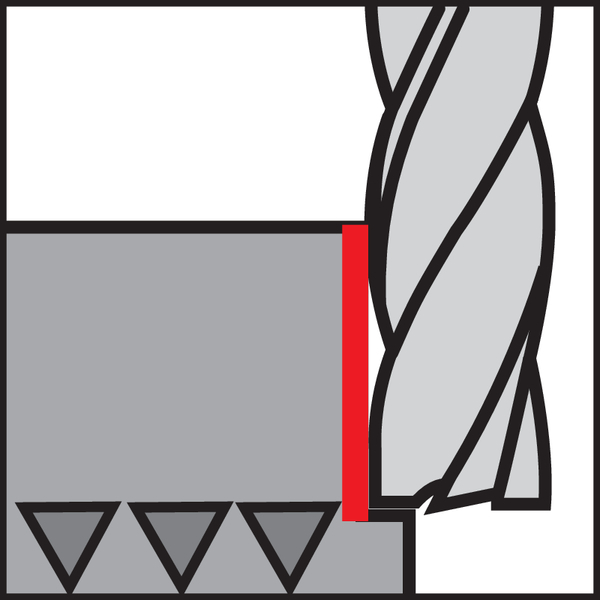 Finisaj
Finisaj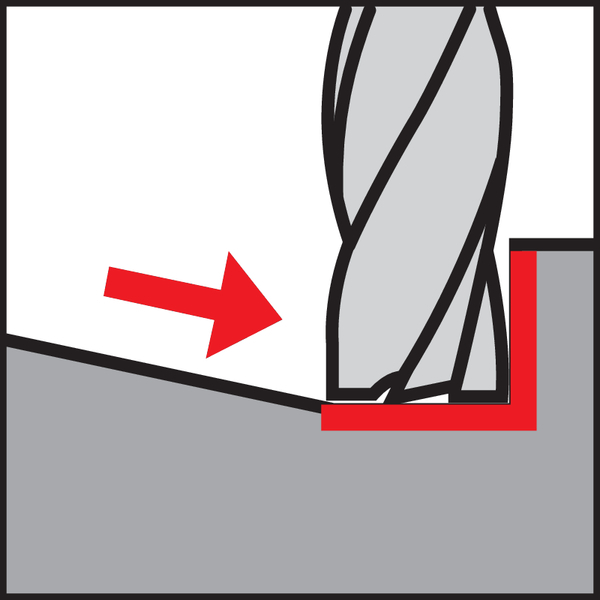 Rampalama
Rampalama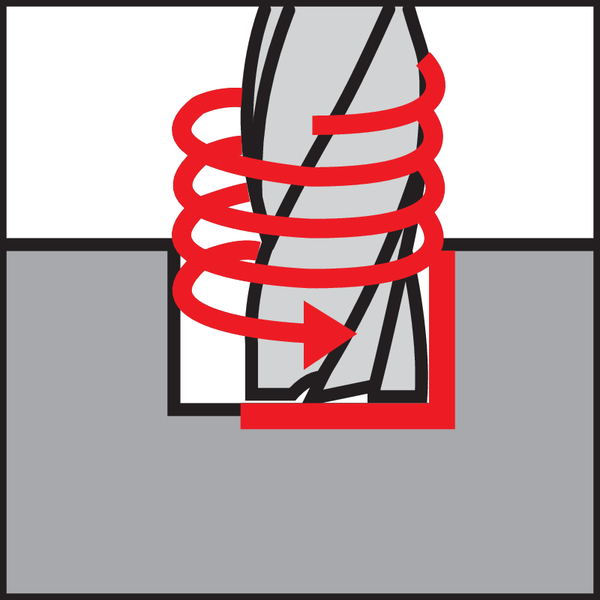 Helisel
Helisel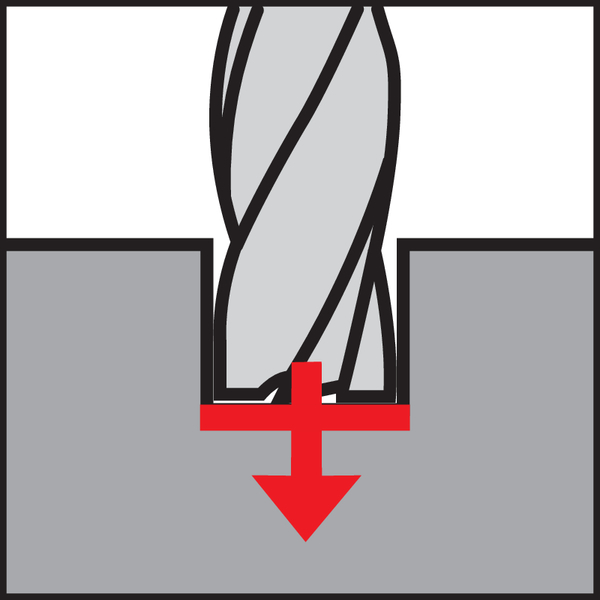 Delme
Delme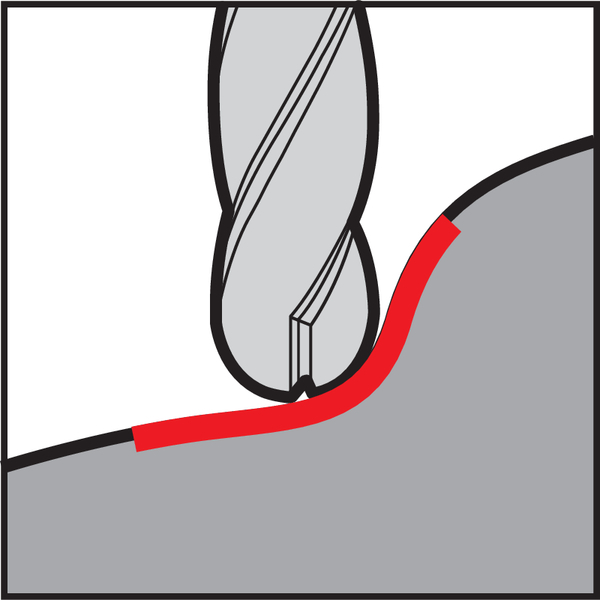 Kopya frezeleme
Kopya frezeleme
Kanal açma, isteğe bağlı olarak malzemeden uzunlamasına bir delik olarak geçen veya örneğin bir kama yuvası olarak tamamen girmeyen uzunlamasına girintiler oluşturmak için kullanılır. Bu frezeleme işlemi özellikle zahmetlidir zira takımlar 180 derece açıyla tamamen malzemeyle kaplanır.
Kaba kesim frezesi, içeriye doğru büyük ilerlemeler yaparak mümkün olan en kısa sürede iş parçasından mümkün olduğu kadar çok malzemeyi keser. Bu pürüzlü bir yüzey oluşturur.
Finisaj, içeriye doğru küçük ilerlemeler yaparak iyi bir yüzey, tam bir boyut ve tam bir açı oluşturur.
Rampalama sırasında kesici, malzemelerin içine eğik olarak dalar. Yuvalar, cepler veya diğer şekiller daha sonra bileşene frezelenir. Bu dalma stratejisi uzun oyuklar oluşturur.
Helisel daldırma sırasında takımlar parçanın içine spiral şeklinde hareket eder. Takım çapından daha büyük dairesel bir cep oluşturulur.
Delme sırasında kesici, malzemeye bir matkap gibi dalar.
Kopya frezeleme işlemi döner frezeler kullanılarak gerçekleştirilir. Burada Torus kesiciler olarak da bilinen tam döner ve köşeli frezeleme takımları arasında bir ayrım yapılır. Bu, karmaşık şekillerin işlenmesini sağlar.
Kesici üzerindeki açı
Ana kesme kenarı gibi, talaş açısı da freze takımının çevresinde bulunur. Talaş açısı, işlenecek malzemeye göre eksi 15 ile artı 25 derece arasındadır. Pozitif talaş açısına sahip takımlar, malzemeyi yumuşak bir kesimle keser ve bir talaş akışı oluşturur. Negatif talaş açısına sahip takımlar kazıma tipi kesim oluşturur. 10 ila 25 derecelik büyük talaş açıları, keskin bir kesme kenarı sağlamakta olup, çok yumuşak ve yapışkan malzemeleri frezelemek için uygundur. Boşluk açısı iki varyantta üretilir: Radyal kabartmalı taşlama ile çok sessiz bir kesme davranışı ve kararlı bir kesme kenarı üretilmekte olup, bu nedenle örneğin paslanmaz ve ısıya dayanıklı çeliklerin işlenmesi için uygundur. Faset kesimli boşluk açısı, keskin ile agresif kesme davranışı arasında bir davranış üretir.
Frezeleme takımları ayrıca sıfırdan 55 dereceye kadar farklı helis açılarıyla tasarlanmıştır. Helis açısı ne kadar küçük olursa takım ve iş parçası arasında o kadar az temas noktası oluşur. Daha küçük helis açısına sahip takımlar bu nedenle yalnızca düşük bir düzgünlük düzeyi elde eder ve kaba işleme için daha uygundur. Daha büyük helis açısına sahip takımlar, daha yumuşak çalışmasıyla etkileyicidir ve bitirme için kullanılır.
Frezeleme ve Gühring freze takımları hakkında daha fazla bilgi edinmek ister misiniz?

Gühring Academy’de, talaşlı metal işleme dünyasındaki kapsamlı bilgileri aktarıyoruz.
Çevrimiçi öğrenim üniteleri pratik ve etkileşimli bir şekilde hazırlanır ve günün her saatinde online olarak erişilebilir.
Yüzey frezeleme ve çevresel frezeleme
Prensip olarak çevresel frezeleme ile yüzey frezeleme arasında ayrım yapmaktayız. Yüzey frezeleme sırasında, freze takımlarının ön yüzündeki kesici kenarlar talaş kaldırmadan sorumludur. Bu durumda takım işleme düzlemine diktir. Çevresel frezelemede, takım ekseni iş parçasına çapraz konumlandırılmaktadır. Bu, kesme hareketinin aletin çevresinde gerçekleştiği anlamına gelir.
Eşzamanlı frezeleme ve aksi yönlü frezeleme
Aksi yönlü frezeleme sırasında kesici, iş parçasının besleme yönünün tersine döner. Bu, kalınlaşan bir talaş oluşturur ve kesici kenarın girişinden çıkışına kadar harcanan çaba önemli ölçüde artar. Eş zamanlı frezeleme sırasında kesici kenar, iş parçasının ilerleme yönünde döner.
Sonuç olarak, kesme kenarı girdiğinde kuvvet en yüksek seviyededir. Eş zamanlı frezeleme, daha uzun takım ömrü ve parça üzerinde daha iyi yüzeyler nedeniyle tercih edilir. Aşağıda, senkron frezeleme ile ters kesim frezeleme arasında doğrudan bir karşılaştırma yapılmıştır.
Eşzamanlı frezeleme
Aksi yönlü frezeleme
Metal frezeleme
Freze takımları metal, plastik ve ahşaptan yapılmış bileşenleri işlemek için kullanılabilir. Optimum sonuçlar ve uzun bir takım ömrü elde etmek için kesme malzemeleri ve geometrileri işlenecek malzemelere ve üretim sürecine uygun olmalıdır.
Metal frezeleme takımlarına genel bakış
Metal işlemede, masif freze takımları veya saplı tarama ve taşıyıcı takımlar arasında bir ayrım yapılır. Taşıyıcı takımlar, değiştirilebilir kesici uçlara sahip frezeleme takımlarıdır. Sadece birkaç basit adımda diğer öğütme işlemlerine dönüştürülebilirler. Saplı taramalarda kesme kenarı ve sap tek parçadan yapılır. Her araç belirli bir görev için tasarlanmış olup, bu nedenle yalnızca bu özel işlem için kullanılabilir. En sık kullanılan kesici tiplerinin genel görünümü şu şekildedir:
| Kesici tipi | Uygulama |
|---|---|
| Kare kenar frezeleme takımları ve çapak alma makineleri | Kale helis freze ile iki yüzey aynı anda işlenebilir. Bu, “gerçek” 90° açılı düz omuzlar oluşturur. |
| Yüzey freze kesicisi | Yüzey frezeleme bıçakları, genellikle 45°’lik bir ayar açısıyla düz yüzeyleri frezelemek için kullanılır. |
| Çapak alma | Bu disk şeklindeki takımlar özellikle dar bir çapa sahiptir ve iş parçası parçalarının hassas şekilde kesilmesi için kullanılır. |
| Kontur freze kesicisi | Kontur frezeleme bıçakları, birkaç freze yolu ve kesin olarak tanımlanmış yollarla karmaşık 3D konturları frezelemek için uygundur. |
| Yuva frezesi | Kanal kesiciler, bileşenlerde yuvalar ve girintiler oluşturmak için kullanılır. İş parçaları yuvalar aracılığıyla birbirine bağlanabilir. |
| Yivli freze | İş parçaları üzerindeki kenarlar bir havşa freze ile kırılabilir. |
| Dişli freze | Bunlar, her tür dişi üretmek için kullanılabilen silindirik kesicileri veya dişli kesicileri içerir. |
| Dişli freze | Dişli frezeleme bıçakları, boyutsal olarak kararlı iç ve dış dişler üretmek için kullanılır. |
| Havşa | Bu konik freze bıçakları, örneğin farklı açılara sahip vida başları için havşaların oluşturulmasını sağlar. |
CNC freze: CNC freze nedir?
CNC takım tezgahları, özellikle metal işleme endüstrisinde frezeleme için kullanılmaktadır. Bu en son kontrol teknolojisi, iş parçalarının yüksek hassasiyetle otomatik ve dolayısıyla uygun maliyetli üretimini mümkün kılar. Makine, Bilgisayarlı Sayısal Kontrol (CNC) teknolojisini kullanır ve başlangıçta istenen iş parçasını bir CAD programı kullanarak tasarlar. Bir CAM sistemi daha sonra bu modele hız, ilerleme hızı veya kesme derinliği gibi parametreler sağlar ve bunları CNC yazılımına aktarır. Seri üretim, CNC freze makinelerinde özellikle ekonomiktir, çünkü dakikada 18.000 devire kadar ve hatta yüksek hızlı makinelerde dakikada 50.000 devirin üzerinde kesme hızlarına ulaşılabilir.

Navigator
İdeal ürünü bulmanıza yardımcı olmamızı ister misiniz: Navigator, sizi uygulamanız için en iyi araca yönlendirir
100.000 Gühring takımı arasından uygulamanıza özel doğru çözümü nasıl buluyorsunuz? “Gühring Navigator” ürünümüz ile bunu kolay, hızlı ve rahat şekilde yapabilirsiniz. Sezgisel ürün bulucu, sizi ideal takım çözümüne ve ilgili kesme verilerine yönlendirir.
- Ürün grubunu ve uygulamayı seçin
- Boyutları girin
- Malzeme ve gücü belirtin
- Takımı seçin
Saplı tarama
Saplı tarama tanımı: Saplı tarama nedir?
Bir saplı taramada, kesme yüzü ve kenetleme yüzü yekpare yapıdadır. Entegre sap, makinenin alıcısına kenetlenir. Sıkıştırma şaftının tasarımı silindirik veya konik olabilir. Saplı taramalar birçok farklı tasarıma sahiptir ve yuvalar, oluklar, cepler, girintiler, kalıplar ve içi boş şekiller üretmek için uygundur. Gühring, saplı tarama segmentinde kaba kesim ve finiş frezeleri gibi çeşitli ürünler sunmaktadır.

Saplı tarama tanımı
Silindirik saplı taramalar, ISO DIN 844 standardında tanımlanmıştır. Standart; takımların boyutları, kesme malzemeleri, tasarımları ve tanımlamaları hakkında bilgiler içerir. DIN 845, Mors konik şaftlı saplı taramalar için gereklilikleri belirtir.
Karbür Saplı tarama
Metal işlemeye yönelik saplı taramlar farklı kesme malzemelerinden yapılabilir. Yüksek hız çeliği (HSS) ve masif karbür (SC) yaygındır.
Modern CNC makinelerinde üniversal veya yüksek performanslı masif karbür freze bıçakları kullanılır. Özellikle seri üretim için uygundurlar. Yüksek işlem hızları onları son derece güçlü kılar. Ayrıca kesme derinlikleri ve kesme genişliklerinin yanı sıra uzun bir hizmet ömrü elde ederler. Sonuç olarak, bu nedenlerden ötürü yüksek düzeyde verimlilik sunarlar. Masif karbür freze bıçaklarının dezavantajları arasında nispeten yüksek satın alma fiyatı yer almaktadır. Kararsız makine koşullarına sahip üretim süreçleri için de uygun değildirler.
HSS Saplı tarama
Alüminyum Saplı tarama
Saplı taramalarda neden spiral yivler bulunur?
Çoğu durumda, metal işleme için spiral şeklinde düzenlenmiş yivlere sahip saplı taramalar kullanılır. Bu aşağıda belirtilen bazı avantajları sunmaktadır: Spiral oluk, düzgün bir kesim, eşit kesme kuvveti ve makinenin daha düzgün çalışmasını sağlar. Talaşlar da yandan çıkarılır ve deliğe girmez.
Saplı tarama çaplarının genel görünümü
2 mm Saplı tarama
Gühring, nominal çapı 2 mm olan dört ağızlı masif karbür saplı taramaları sunmaktadır. Burada farklı kaplamalar kullanılması mümkündür.
Mikro freze bıçakları 0,3-3,2 mm arasında ebatlarda mevcuttur.
6 mm Saplı tarama
6 mm çaplı ve AlCrN kaplamalı masif karbürden yapılmış Gühring saplı tarama, takım portföyünün en yeni üyesidir.
12 mm Saplı tarama
Büyük çaplar, daha yüksek işleme hacimleri elde edebildikleri için genellikle yüksek performanslı frezeleme için kullanılır. Gühring, 12 ile 32 mm arası çaplarda masif karbür saplı taramaları sunmaktadır.
Ekstra uzun saplı tarama
Gühring, ekstra uzun freze takımları gerektiren işleme için XL saplı tarama serisini sunmaktadır. Bunların toplam uzunluğu 150 mm’ye kadardır.
Saplı tarama seti
Gühring, farklı frezeleme uygulamaları için birden fazla masif karbür saplı taramayı pratik setlerde birleştirmektedir. Örneğin, bu setler 6 ila 12 mm çapında dört kanallı kesicileri içermektedir.
Masif karbür saplı tarama ürün özellikleri
RF 100 U Masif karbür saplı tarama

Çekme mukavemeti 1.400 N/mm²’ye kadar olan çelik, dökme demir ve sertleştirilmiş çelik, RF 100 U için sorun değildir. Eşit olmayan spiral açısı nedeniyle, Ratio 3 kesici, büyük ilerlemelerde bile özellikle kolay kesim sağlar.
RF 100 U’nun sizlere sağladığı avantajlar:
- Aşırı ilerlemeler ve üstün malzeme kaldırma oranları için tüm takım parametrelerinin optimizasyonu
- Şirket içi üst düzey sonlandırma sayesinde maksimum performans kullanımı
- Seri üretimde, işlenmesi zor olan malzemeler için bile kısaltılmış çevrim süreleri
RF 100 Diver Masif karbür saplı tarama

RF 100 Diver, aynı anda beş operasyonu kapsadığı için yüksek esneklik gereksinimi olan müşteriler için kendini kanıtlamıştır. Takım, delme ve dalma sırasında hem yüzü hem de çevresel geometriyi mükemmel bir şekilde soğutan ve koruyan yenilikçi bir soğutma sıvısı kaynağına sahiptir.
RF 100 Diver’ın sizlere sağladığı avantajlar:
- Yenilikçi soğutma teknolojisi sayesinde yüzde 40’a kadar daha uzun takım ömrü
- Özellikle yapışkan, paslanmaz ve ısıya dayanıklı malzemeler gibi tüm malzemeler için uygundur
- Maksimum verimlilik ve takım stabilitesi için özel ultra ince tanecik
Daha fazla bilgi için RF 100 Diver
Çevrimiçi mağazada RF 100 Diver
RF 100 Sharp Masif karbür saplı tarama

RF 100 Sharp aşağıdaki sorunların tamamına çözüm sağlamaktadır: Yumuşak ve sert malzemeleri, zorlu makine koşullarını ve yavaş kesme hızlarını frezelerken talaş sıkışması. Masif karbür freze bıçağı, son derece yüksek kesme hızları ve talaş kaldırma oranları sunar.
RF 100 Sharp’ın sizlere sağladığı avantajlar:
- Yumuşak-sert ve yüksek alaşımlı malzemelerde yüksek performans
- Azaltılmış kesme basıncı ve kesme kuvvetleri
- AlCrN tabakası sayesinde yüksek aşınma koruması
Daha fazla bilgi için: RF 100 Sharp
Çevrimiçi mağazada RF 100 Sharp
RF 100 Speed Masif karbür saplı tarama

RF 100 Speed, ürün yelpazemizdeki en hızlı Oranlı kesicidir. Özellikle son derece sert malzemeleri işlerken, masif karbür freze bıçağı, kararlı proses güvenilirliği ile yüksek işleme hacimleri elde etmek için kullanılabilir.
RF 100 Speed’in sizlere sağladığı avantajlar:
- Yüksek kesme derinliklerinde bile yüksek performanslı kaba işleme
- Sessiz performans ve yüksek talaş hacmi
- Çok çeşitli çelikler ve dökme demirler, paslanmaz çelikler ve özel alaşımlarda üniversal GTC frezeleme
Daha fazla bilgi için: RF 100 Speed
Çevrimiçi mağazada RF 100 Speed
Kaba kesim frezesi
Kaba işleme profiline sahip saplı taramalar genellikle kaba işleme için kullanılır. Yüksek besleme genişliği ve derinliği, mümkün olan en kısa sürede mümkün olduğu kadar çok malzemeyi kaldırmalıdır. Bu kaba ön işleme, görünür işleme izleri olan pürüzlü bir yüzey üretir. Kural olarak, iş parçası sonradan işlenir. Kaba kesim frezelerimiz hakkında daha fazla bilgi için burayı tıklayın.
Kaba kesim frezesi ve finisaj frezeleri
Yüzey kalitesinin yanı sıra boyut ve şekil doğruluğunu iyileştirmek amacıyla genellikle bitirme işlemi kaba işlemeyi takip eder. Bu frezeleme işleminde, genellikle iş parçasından daha küçük miktarlarda, genellikle yalnızca birkaç santimetre olan malzeme çıkarılır. Bitirme bıçağıyla kesme işlemi, basınçlı hava veya soğutma yağı kullanılarak çalışma alanından çıkarılması gereken daha büyük talaşlar üretir. Kaba işleme profiline sahip bir saplı tarama, düz kenarlı bir finisaj frezesine kıyasla daha düşük kesme kuvvetleri üretir ve bu nedenle daha az tahrik gücü gerektirir. Finisaj frezeleri, maksimum işleme hacmi, kısa açma ve iyi soğutma ile kararlı, yüksek performanslı makinelerde özellikle titreşimsiz işlemede potansiyellerini açığa çıkarır. Kaba işleme profiline sahip takımlar ise titreşime duyarlı işleme için uygundur.

Metal Kaba kesim frezesi
Metal işlemeye yönelik kaba işleme kesiciler yüksek mekanik yüklere tabidir. Bu nedenle, bu alanda son derece tok ve hızlı sıcaklık dalgalanmalarına dayanıklı, yüksek kaliteli bir kesme malzemesi kullanmak önemlidir.
HSS Kaba kesim frezesi
Aluminyum Kaba kesim frezesi
Yivli freze
İş parçalarında keskin kenarları kırmak ve pahları işlemek için bir yivli freze kullanılır. V-kesimler, alttan kesmeler, iş parçası kenarları boyunca çapak alma ve takımların kaynak için hazırlanması da yaygın yivli frezeleme operasyonlarıdır. Yivli frezeler çeşitli açılarda mevcut olup, 45° genellikle basit kenar kırma için uygundur.
Yivli freze – metal
Kesici seçimi, diğer şeylerin yanı sıra, işlenecek malzemeye bağlıdır. Gühring’in metal işleme için yeni bir yivli frezesi mevcuttur: SpyroTec. Masif karbür takım, spiral kesme geometrisi ve TiAIN kaplaması sayesinde verimli frezeleme sağlar.
SpyroTec yivli frezelerimiz hakkında daha fazla bilgi için burayı tıklayın.
Frezeleme uçları
Freze uçları (kesici kafa olarak da bilinir), değiştirilebilir kesici uçlara sahip bir freze takımıdır. Freze uçları, makine arayüzüne sahip bir temel alet ve bir kesme kenarı tutucusundan oluşur.
Frezeleme uçları – metal
Metal işlemede, freze uçları esas olarak yüzey frezeleme için kullanılır ve dört ila 50 kesme kenarına sahiptir. Daha eski freze uçlarında, lehimlenmiş kesici kenarlar karbürden yapılmıştır, modern olanlar ise genellikle karbürden yapılmış değiştirilebilir kesici uçlara sahiptir. Gühring ayrıca PCD’den yapılmış kesici kenarlara sahip çeşitli frezeleme takımları da sunmakta olup, daha verimli bir yüzey frezeleme sağlamaktadır.
Frezeleme ucu tipleri
Farklı freze ucu tipleri arasında bir ayrım yapılır:
Yüzeyleri işlemek için 45° ile 90° arasında ayar açısına sahip bir yüüzey freze ucu kullanılır. Yüzey-çevresel frezeleme için bir köşe frezeleme ucu kullanılır ve 90°’lik bir ayar açısına sahiptir. Yuvarlak kesici uçlar, genellikle serbest biçimli frezelemeyi veya kopya frezelemeyi mümkün kılan form frezeleme kafalarında kullanılır. Helis freze bıçakları, son derece yüksek kesme derinliklerinde frezeleme için uygundur, bu nedenle değiştirilebilir uçları üst üste ve ofset olarak düzenlenmiştir. Freze uçları ayrıca kullanılabilecek değiştirilebilir uçların sayısına ve uzun veya kısa talaşlı malzeme için farklı gereksinimlere göre de farklılaştırılır.
Freze uçlarının hizalanması (kesici kenarların ayarlanması)
Talaşlı işlemede daha fazla esneklik için Gühring, farklı işleme operasyonlarına ayrı ayrı hizalanabilen PCD yüzey frezeleme uçları sunmaktadır. Bu, eksenel olarak ayarlanabilen PCD kesme kenarları ile mümkün olmaktadır. Entegre ayar vidaları sayesinde, bu frezelerin kesme kenarı eksenel aşınması istenilen μm’ye tam olarak ayarlanabilir. Bunlar, özellikle yüksek hızlarda düzgün çalışma için dengeleme vidaları kullanılarak dengelenebilir.
Metal kesme dünyasından trendleri kaçırmak istemiyor musunuz?


Mandrenler
Hassasiyet için ayar gerekir

Raybalama takımları
Her çapta mükemmel raybalama

Havşa açma ve çapak alma takımları
Hızlı, temiz ve tam otomatik çapak alma