
Narzędzia do frezowania
Frezowanie to jeden z najbardziej wszechstronnych procesów produkcyjnych w obróbce metali. Powstają przy tym precyzyjne, złożone elementy, które są następnie stosowane w wielu dziedzinach. W zależności od zastosowania Gühring udostępnia odpowiednie narzędzia frezarskie do obróbki różnych materiałów. Program obejmuje zarówno narzędzia uniwersalne, jak i specjalistyczne, od konwencjonalnych frezów zgrubnych po nowoczesne strategie HPC/HSC, takie jak dynamiczne frezowanie trochoidalne (GTC) lub iMachining (SolidCAM). Ponadto do produkcji frezów stosuje się różne materiały skrawające.
Aktualnie wyświetlana jest treść zastępcza z YouTube. Aby uzyskać dostęp do rzeczywistej treści, kliknij poniższy przycisk. Pamiętaj, że spowoduje to udostępnienie danych zewnętrznym operatorom.
Więcej informacjiZobacz najważniejsze produkty
Frezowanie – podstawy
Definicja frezowania
Frezowanie to obróbka skrawaniem za pomocą geometrycznie określonych ostrzy, z przerywaną obróbką. Celem obróbki jest produkcja zdefiniowanych przedmiotów. Narzędzia frezujące mają jedną lub więcej krawędzi skrawających i umożliwiają zarówno pionową, poziomą, jak i skośną obróbkę materiałów w kierunku osi obrotu.
Jak działa frezowanie?
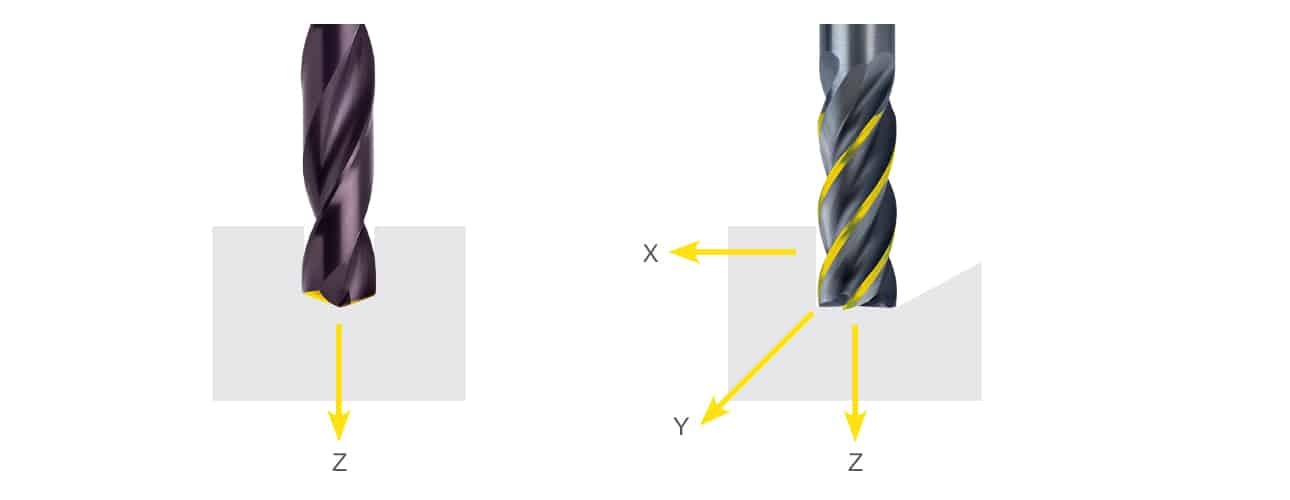
Frez nieustannie usuwa materiał z nieobrobionej części w postaci wiórów. W przeciwieństwie do wiertła, które tnie tylko na czubku (głównej krawędzi skrawającej), frez tnie na obwodzie, głównej krawędzi skrawającej, pomocniczej krawędzi skrawającej i na czole. Dzięki temu frez może jednocześnie obrabiać materiały w różnych kierunkach, zwanych także osiami. Podczas usuwania wiórów narzędzia obracają się z dużą prędkością wokół własnej osi i jednocześnie poruszają się zgodnie z konturem, jaki mają wykonać. Kształt obrobionego przedmiotu wynika zatem z szerokości dosuwu (ae) i głębokości dosuwu (ap).
Strategie frezowania
Rozróżnia się następujące zastosowania frezów:
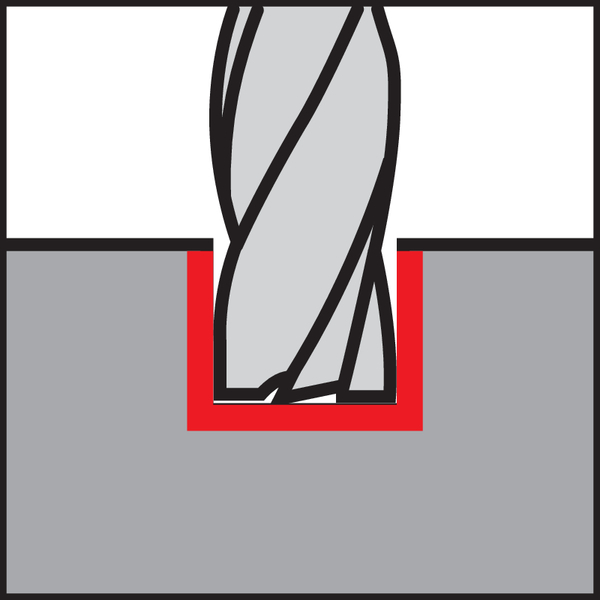 Rowkowanie
Rowkowanie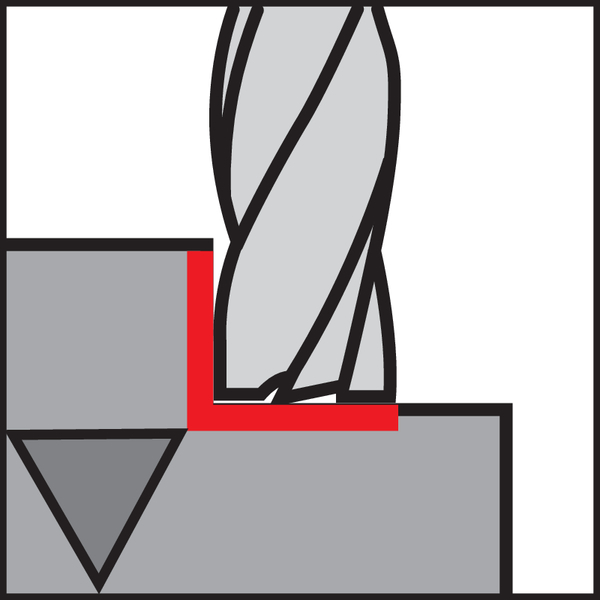 Frez zgrubny
Frez zgrubny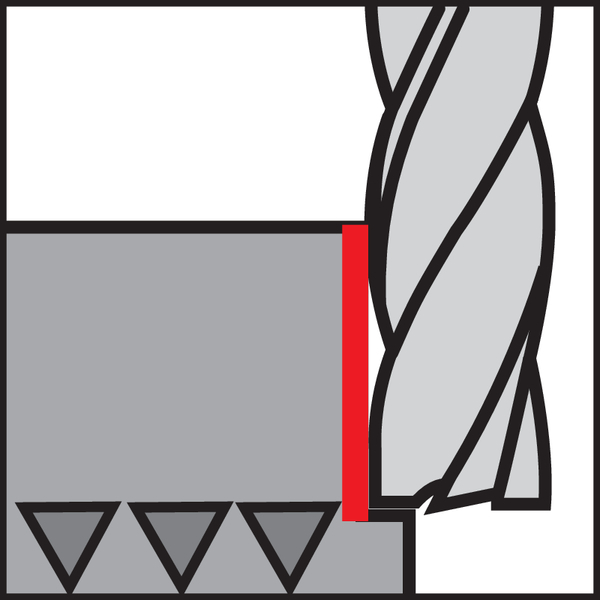 Wykańczająca
Wykańczająca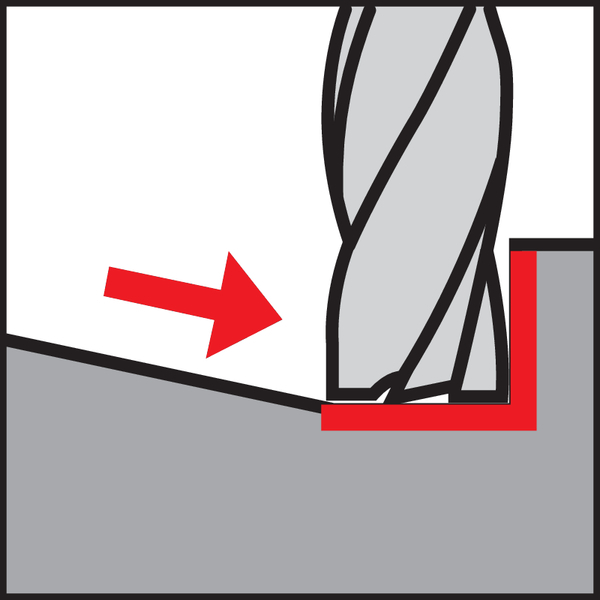 Rampowania
Rampowania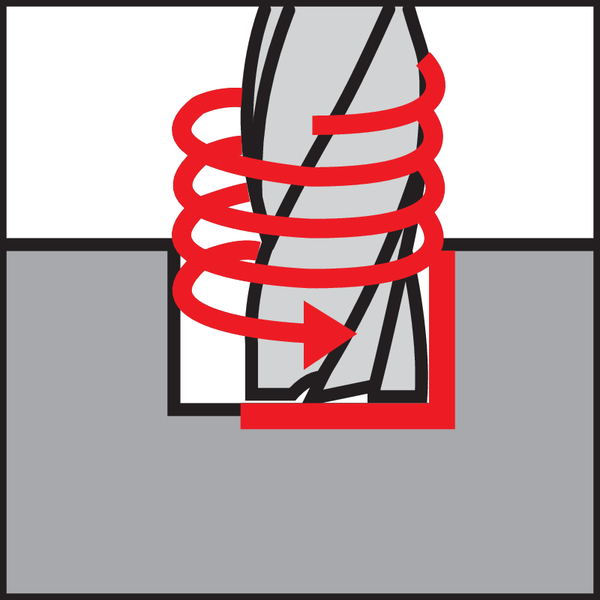 Helikal
Helikal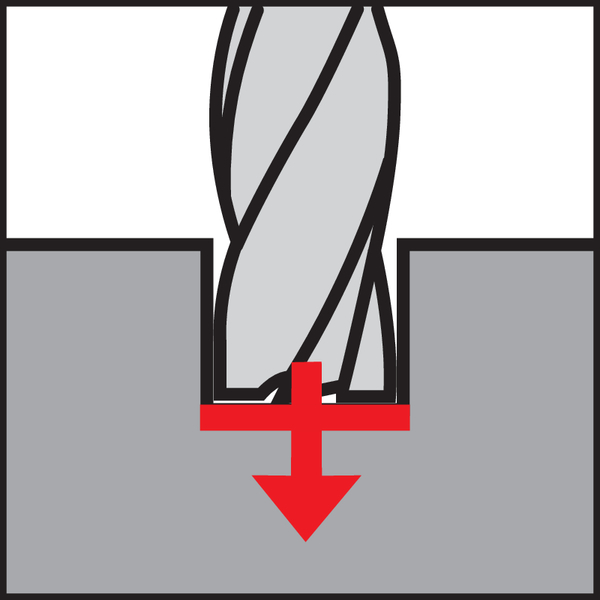 Wiercenia
Wiercenia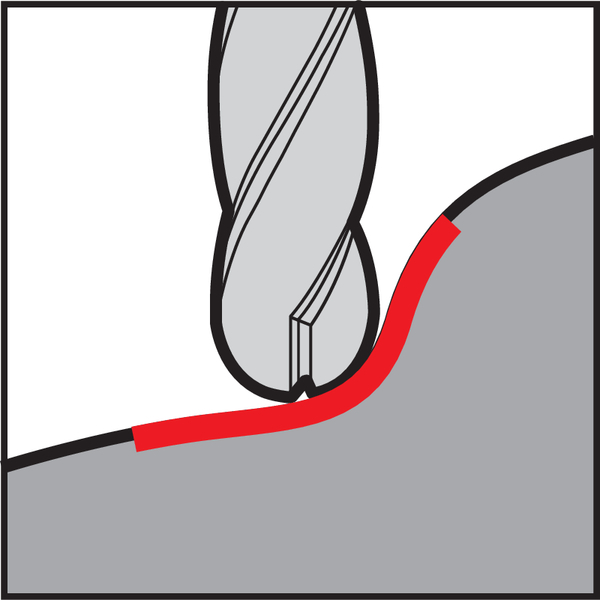 Kopiowego
Kopiowego
Rowkowanie służy do wykonywania podłużnych zagłębień, które w zależności od wyboru przechodzą przez materiał jako otwór podłużny lub nie przebijają się całkowicie np. jako rowek wpustu pasowanego. Ta obróbka jest szczególnie trudna, ponieważ narzędzia są całkowicie otoczone materiałem o temperaturze 180 stopni.
Frez zgrubny usuwa z przedmiotu obrabianego jak największą ilość materiału w jak najkrótszym czasie, przy dużych dosuwach. Powstaje przy tym zgrubny kształt powierzchni.
Obróbka wykańczająca z niewielkimi kątami dosuwu pozwala uzyskać dobrą powierzchnię, dokładne wymiary i precyzyjny kąt.
Podczas rampowania frez zagłębia się skośnie w materiałach. Następnie w elemencie frezowane są rowki, kieszenie lub inne kształty. Ta strategia zanurzania tworzy podłużne zagłębienia.
Podczas zagłębiania helikalnego narzędzia poruszają się w obrabianym elemencie spiralnie. Powstaje okrągła kieszeń, która jest większa od średnicy narzędzia.
Podczas wiercenia frez zagłębia się w materiale jak wiertło.
Do frezowania kopiowego (in. swobodnego) stosowane są frezy palcowe. Rozróżnia się przy tym frezy z promieniem pełnym i narożnym, zwane także frezami torusowymi. Umożliwia to obróbkę złożonych kształtów.
Kąt na frezie
Podobnie jak główna krawędź skrawająca, kąt natarcia w narzędziu frezarskim znajduje się na obwodzie. W zależności od obrabianych materiałów kąt natarcia wynosi od minus 15 do plus 25 stopni. Narzędzia o dodatnim kącie natarcia tną materiał z miękkim cięciem i wytwarzają ciągły wiór. Narzędzia o ujemnym kącie natarcia charakteryzują się skrobaniem. Duże kąty natarcia w zakresie od 10 do 25 stopni tworzą ostrą krawędź skrawającą i są odpowiednie do frezowania bardzo miękkich i lepkich materiałów. Kąt przyłożenia jest produkowany w dwóch wariantach: Dzięki promieniowemu szlifowi zaskoku daje bardzo spokojne cięcie i stabilną krawędź tnącą, dzięki czemu nadaje się np. do obróbki stali nierdzewnych i żaroodpornych. Kąt przyłożenia ze szlifem fasetkowym pozwala uzyskać cięcie od eleganckiego po agresywne.
Narzędzia do frezowania mają również różne kąty rowka wiórowego – od zera do 55 stopni. Im mniejszy kąt pochylenia rowka wiórowego, tym mniej powstaje punktów styku narzędzia i przedmiotu obrabianego. Dzięki temu narzędzia o mniejszym kącie pochylenia rowka wiórowego pracują z mniejszym spokojem (płynnością) i są bardziej odpowiednie do obróbki zgrubnej. Narzędzia o większym kącie pochylenia rowka wiórowego zapewniają płynną pracę i są stosowane do wykańczania.
Chcesz dowiedzieć się więcej o frezowaniu i narzędziach frezarskich marki Gühring?

W Akademii Gühring dzielimy się obszerną wiedzą ze świata obróbki metali.
Kursy online są opracowywane w sposób praktyczny i interaktywny i można je przeglądać online przez całą dobę.
Frezowanie czołowe i frezowanie obwodowe
Zasadniczo rozróżniamy frezowanie obwodowe i czołowe. Podczas frezowania czołowego za zrzut wióra odpowiadają ostrza frezów po stronie czołowej. Narzędzie jest w tym przypadku ustawione prostopadle do płaszczyzny obróbki. Podczas frezowania obwodowego oś narzędzia jest poprzeczna względem przedmiotu obrabianego. W ten sposób ruch tnący przebiega na obwodzie narzędzia.
Ruch współbieżny i przeciwbieżny
Podczas frezowania przeciwbieżnego frez obraca się w kierunku przeciwnym do kierunku posuwu przedmiotu obrabianego. W ten sposób powstaje pogrubiający się wiór, wymagana siła od wejścia krawędzi skrawającej do wyjścia gwałtownie wzrasta. Podczas frezowania współbieżnego ostrze wykonuje ruch obrotowy w kierunku posuwu przedmiotu obrabianego.
Dzięki temu oddziaływanie siły jest największe w momencie wejścia krawędzi skrawającej. Ze względu na dłuższą żywotność narzędzia i lepszą gładkość powierzchni obrabianego elementu preferuje się frezowanie współbieżne. Poniżej bezpośrednie porównanie frezowania współbieżnego i przeciwbieżnego.
Frezowanie współbieżne
Frezowanie przeciwbieżne
Frezowanie metalu
Narzędzia frezujące służą do obróbki elementów z metalu, tworzyw sztucznych i drewna. Materiały skrawające i ich geometrie cięcia muszą być przy tym dopasowane do obrabianych materiałów i procesu produkcyjnego, aby można było osiągnąć optymalne wyniki i długą żywotność narzędzi.
Przegląd narzędzi do frezowania metalu
W przypadku obróbki metalu rozróżnia się narzędzia monolityczne (frezy trzpieniowe) i narzędzia składane. Narzędzia składane to frezy z wymiennymi płytkami wieloostrzowymi. W kilku krokach można je przestawić na inny sposób frezowania. W przypadku frezów palcowych ostrze i trzpień składają się z jednego elementu. Każde narzędzie jest dostosowane do określonego zadania i dlatego może być używane tylko do tego konkretnego zadania. Oto przegląd najczęściej używanych typów frezów:
| Typ frezu | Aplikacja |
|---|---|
| Frezy walcowo-czołowy i krawędziowy | Podczas stosowania frezu walcowo-czołowego można obrabiać jednocześnie dwie powierzchnie. W ten sposób powstają płaskie ramiona z „prawdziwymi” kątami 90°. |
| Frez do planowania (płytkowy) | Frezy płytkowe służą do frezowania płaskich powierzchni, zwykle pod kątem 45°. |
| Frezy tarczowy | Te tarczowe narzędzia mają bardzo wąską średnicę i są stosowane do precyzyjnego odcinania detali z zachowaniem wymiarów. |
| Frez kształtowy | Frezy konturowe nadają się do frezowania złożonych kształtów 3D z niewielką liczbą torów frezowania i dokładnie zdefiniowanymi ścieżkami. |
| Frez do rowków | Frezy do wpustów służą do wykonywania rowków i wyżłobień w elementach konstrukcyjnych. Za pomocą rowków można łączyć ze sobą przedmioty obrabiane. |
| Frez do fazowania | Frez do fazowania umożliwia załamywanie krawędzi przedmiotów obrabianych. |
| Frez do kół zębatych | Należą do nich frezy walcowe lub frezy kształtowe do zębów umożliwiające wykonywanie wszelkiego rodzaju uzębień. |
| Frezy do gwintów | Frezy do gwintów służą do wykonywania stabilnych wymiarowo gwintów wewnętrznych i zewnętrznych. |
| Frez pogłębiający | Te stożkowe frezy umożliwiają wykonanie zagłębień, na przykład pod łby śrub o różnych kątach. |
Frezowanie CNC: Co to jest: „frezowanie CNC“?
Maszyny CNC są stosowane do frezowania przede wszystkim w przemyśle obróbki metali. Ta nowoczesna technologia sterowania umożliwia automatyczną, a tym samym ekonomiczną produkcję obrabianych elementów, z zachowaniem dużej precyzji. W obróbce wykorzystuje się przy tym technologię komputerowego sterowania numerycznego (CNC) i najpierw za pomocą programu CAD konstruuje żądaną część. Model ten jest następnie zaopatrywany przez system CAM w parametry takie jak prędkość, posuw czy głębokość cięcia i przekazywany do oprogramowania CNC. W przypadku obrabiarek CNC szczególnie ekonomiczna jest produkcja seryjna, ponieważ na nich można realizować prędkości cięcia do 18000 obrotów na minutę, a w przypadku maszyn szybkoobrotowych nawet ponad 50000 obrotów na minutę.

Nawigator
Tak otrzymasz żądany produkt: Nawigator poprowadzi Cię do najlepszego narzędzia do danego zastosowania
W jaki sposób można wśród 100000 narzędzi Gühring znaleźć odpowiednie rozwiązanie do konkretnego zastosowania? To proste, szybkie i wygodne dzięki naszemu „Gühring Navigator”. Intuicyjny przewodnik po produktach poprowadzi Cię do najlepszego możliwego rozwiązania i odpowiednich parametrów skrawania.
- Wybierz grupę produktów i menu aplikacji
- Podaj wymiary
- Określ materiał i wytrzymałości
- Wybierz narzędzie
Frezy trzpieniowe/palcowe
Definicja frezu trzpieniowego: Co to jest frez trzpieniowy?
W przypadku frezów palcowych powierzchnia tnąca i powierzchnia mocowania składają się z jednego elementu. Zintegrowany trzpień jest mocowany w uchwycie frezu maszyny. Trzpień mocujący może być walcowy lub stożkowy. Frezy palcowe dostępne są w wielu różnych kształtach i nadają się do produkcji szczelin, rowków, kieszeni, wybrań, zagłębień i kształtów wydrążonych. W dziedzinie frezów palcowych Gühring oferuje różne produkty, takie jak frezy do obróbki zgrubnej i wykańczającej.

Oznaczanie frezów palcowych
Frezy palcowe z trzpieniem cylindrycznym są zdefiniowane w normie ISO DIN 844. Norma zawiera informacje na temat wymiarów, materiałów tnących, wersji i oznakowania narzędzi. Norma DIN 845 określa wymagania dla frezów palcowych ze stożkiem Morse’a.
Frez palcowy z węglika spiekanego
Frezy palcowe do obróbki metalu mogą być wykonane z różnych materiałów skrawających. Zazwyczaj są to stale szybkotnące (HSS) i pełnowęglikowe (VHM).
Frezy uniwersalne lub wysokowydajne z VHM są stosowane w nowoczesnych maszynach CNC. Nadają się szczególnie do stosowania przy produkcji seryjnej. Duże prędkości obróbki sprawiają, że są one bardzo wydajne. Dodatkowo osiągają one długą żywotność oraz zapewniają dużą głębokość i szerokość cięcia. Ogólnie rzecz biorąc, charakteryzują się one zatem wysoką efektywnością ekonomiczną. Wadą frezów pełnowęglikowych jest wyższa cena zakupu. Ponadto nie nadają się one do procesów produkcyjnych, w których występują niestabilne warunki pracy maszyny.
Frez palcowy HSS
Frezy HSS są wykonane ze stali szybkotnącej. Istotną zaletą frezów HSS w porównaniu z frezami VHM jest ich korzystna cena zakupu. Wadami są natomiast niska prędkość obróbki oraz krótka żywotność narzędzia. Dlatego frezy HSS i HSS-E są rzadko używane w procesach produkcji seryjnej.
Frez palcowy do obróbki aluminium
Aluminium ma niewielką masę i wysoką przewodność, co czyni je popularnym materiałem w przemyśle elektrycznym. Frezowanie aluminium jest jednak bardzo wymagające, ponieważ materiał z powodu wzrostu temperatury podczas frezowania mięknie i wióry przyklejają się do ostrzy frezów. Do obróbki aluminium najlepiej nadaje się frez jednoostrzowy, ponieważ w tym przypadku ryzyko „upieczenia” wiórów jest najmniejsze. W przypadku stopów aluminium o średniej twardości można również stosować przecinaki podwójne lub wieloostrzowe. Dowiedz się więcej o frezach palcowych do obróbki aluminium.
Dlaczego frezy trzpieniowe mają spiralne uzębienie?
W większości przypadków do obróbki metalu stosuje się frezy palcowe z rowkami spiralnymi. Ma to kilka zalet: Zęby spiralne zapewniają równomierne cięcie, jednorodną siłę cięcia i płynniejszą pracę maszyny. Ponadto wióry są odprowadzane na boki i nie przedostają się do otworu.
Przegląd średnic frezów palcowych
Frez palcowy Ø2 mm
Gühring oferuje czteroostrzowe frezy palcowe VHM o nominalnej średnicy od Ø2 mm. Możliwe są przy tym różne powłoki.
Dostępne są mikrofrezy o średnicy od Ø0,3 do Ø3,2 mm.
Frez palcowy Ø6 mm
Nowym narzędziem jest frez palcowy marki Gühring o średnicy Ø6 mm z powłoką AlCrN.
Frez palcowy Ø12 mm
Duże średnice są stosowane przede wszystkim do wysokowydajnego frezowania, ponieważ umożliwiają uzyskanie większej wydajności skrawania. Gühring oferuje frezy palcowe pełnowęglikowe o średnicach od Ø12 do Ø32 mm.
Frez palcowy bardzo długi
Do obróbki, w której wymagane są bardzo długie frezy, Gühring oferuje serię frezów palcowych XL. Mają one całkowitą długość do Ø150 mm.
Zestaw frezów palcowych
Nasze najważniejsze produkty – frezy palcowe VHM
Frezy palcowe z węglika spiekanego RF 100 U

Stal, żeliwo i stal hartowana o wytrzymałości na rozciąganie do 1400 N/mm² nie stanowią dla RF 100 U problemu. Ze względu na nierówny kąt spirali trójostrzowy frez Ratio zapewnia szczególnie łatwe cięcie nawet przy dużych posuwach.
Zalety RF 100 U:
- Optymalizacja wszystkich parametrów narzędzi, zapewniająca ekstremalne posuwy i duże objętości wiórów
- Maksymalne wykorzystanie mocy dzięki Inhouse-High-End-Finishing
- Skrócenie czasu taktu w produkcji seryjnej, także w przypadku materiałów trudno obrabialnych
Frezy palcowe VHM RF 100 Diver

RF 100 Diver sprawdził się u klientów o dużej potrzebie elastyczności, ponieważ obejmuje pięć operacji jednocześnie. Narzędzie jest wyposażone w innowacyjny kanał doprowadzenia chłodziwa, który chłodzi i chroni zarówno czoło, jak i geometrię obwodu podczas wiercenia i zgłębiania.
Zalety frezu RF 100 Diver:
- nawet o 40% dłuższa żywotność dzięki innowacyjnej technice chłodzenia
- do wszystkich materiałów, szczególnie lepkich, nierdzewnych i odpornych na wysokie temperatury
- specjalna mikroziarnista struktura zapewnia maksymalną wydajność i stabilność narzędzia
Dowiedz się więcej: RF 100 Diver
RF 100 Diver w sklepie internetowym
Frezy palcowe VHM RF 100 Sharp

Zator wiórów podczas frezowania materiałów miękkich i ciągliwych, trudne warunki pracy maszyny, powolna prędkość skrawania – wszystkie te problemy rozwiązuje RF 100 Sharp. Dzięki frezowi z pełnego węglika spiekanego można osiągnąć bardzo wysokie prędkości skrawania i współczynniki usuwania meta.
Zalety frezu RF 100 Sharp:
- wysoka wydajność w materiałach miękkich, twardych i wysokostopowych
- Redukcja nacisku cięcia i sił skrawania
- wysoka odporność na ścieranie dzięki warstwie AlCrN
Dowiedz się więcej: RF 100 Sharp
RF 100 Sharp w sklepie internetowym
Frez pełnowęglikowy RF 100 Speed

RF 100 Speed to najszybszy frez Ratio w naszej ofercie. Dzięki frezom z pełnego węglika można uzyskać wysokie wydajności usuwania materiału przy stabilnym bezpieczeństwie procesu, szczególnie przy obróbce bardzo twardych materiałów.
Zalety frezu RF 100 Speed:
- Wysokowydajna obróbka zgrubna także przy dużych głębokościach skrawania
- Wysoka płynność pracy i duża ilość usuwanego metalu
- Uniwersalne frezy GTC z różnych rodzajów stali i żeliwa, stali nierdzewnych oraz stopów specjalnych
Dowiedz się więcej: RF 100 Speed
RF 100 Sharp w sklepie internetowym
Frezy do obróbki zgrubnej
Podczas obróbki zgrubnej najczęściej stosowane są frezy palcowe z profilem zgrubnym. Duża szerokość i głębokość dosuwu umożliwia usunięcie dużej ilości materiału w możliwie najkrótszym czasie. W ramach tej zgrubnej obróbki wstępnej powstaje szorstka powierzchnia, na której widoczne są ślady obróbki. Z reguły następnie odbywa się precyzyjna obróbka przedmiotu. Tutaj dowiesz się więcej o naszych frezach zgrubnych.
Frezy zgrubne a frezy wykańczające
Obróbka wykańczająca jest często kontynuacją obróbki zgrubnej, wykonywaną w celu poprawy jakości powierzchni oraz dokładności wymiarowej i konturowej. Przy tym procesie frezowania z przedmiotu obrabianego usuwane są zwykle mniejsze ilości materiału, zwykle tylko kilka dziesiątych milimetra. Podczas obróbki frezem wykańczającym powstają większe wióry, które należy usunąć z obszaru roboczego za pomocą sprężonego powietrza lub płynu do cięcia. Dodatkowo frez palcowy z profilem zgrubnym zapewnia mniejsze siły skrawania w porównaniu z frezem wykańczającym, co wymaga mniejszej mocy napędowej . Frezy wykańczające pozwalają na uzyskanie możliwości obróbki wykańczającej bez drgań dzięki stabilnej, wysokowydajnej maszynie o maksymalnej objętości skrawania, krótkim zamocowaniu i dobrym chłodzeniu. Z drugiej strony narzędzia z zgrubnym profilem działają również przy obróbce podatnej na wibracje.

Frez do obróbki zgrubnej metalu
Frezy zgrubne do obróbki metalu narażane są na duże obciążenia mechaniczne. Dlatego w tym obszarze konieczne jest zastosowanie wysokiej jakości materiału skrawającego, który charakteryzuje się dużą twardością i niewrażliwością na gwałtowne zmiany temperatury.
Frez do obróbki zgrubnej HSS
Frez do zgrubnej obróbki aluminium
Szczególnym wyzwaniem podczas frezowania aluminium jest wydzielanie ciepła przez obrabiany materiał. Oferowany perzez firmę Gühring frez Alu RF 100 A Ratio to nowy frez do obróbki zgrubnej, przeznaczony specjalnie do frezowania aluminium z niezawodnym chłodzeniem wewnętrznym.
Frez do fazowania
Frez do fazowania służy do załamania ostrych krawędzi przedmiotów obrabianych oraz obróbki faset. Również cięcia V, podcięcia, usuwanie zadziorów wzdłuż krawędzi przedmiotu obrabianego i przygotowanie narzędzi do spawania to częste fazowanie. Frezy do fazowania są dostępne z różnymi kątami, z reguły do prostego łamania krawędzi można uzyskać kąt 45°.
Frez do fazowania metalu
Wybór noża zależy między innymi od materiału, który ma być obrabiany. Do obróbki metalu Gühring ma nowy frez do fazowania: frez SpyroTec. Dzięki spiralnej geometrii cięcia i powłoce TiAIN narzędzie VHM zapewnia wydajną obróbkę skrawaniem.
Tutaj dowiesz się więcej o frezach do fazowania SpyroTec.
Głowice tnące
Głowica frezująca (w tym głowica noża) to narzędzie do frezowania, w którym stosuje się wymienne płytki. Głowice frezujące składają się z narzędzia podstawowego ze złączem maszynowym i uchwytem ostrza.
Głowice frezarskie do metalu
W obróbce metalu głowice frezujące są stosowane głównie do frezowania czołowego i posiadają od czterech do pięćdziesięciu ostrzy. Starsze głowice frezarskie mają wlutowane krawędzie skrawające z węglików spiekanych, nowoczesne mają wymienne płytki, najczęściej z węglików spiekanych. Gühring oferuje jednak również różne frezy z ostrzami z PKD, które umożliwiają jeszcze bardziej wydajne frezowanie.
Rodzaje głowic frezujących
Głowice frezujące mają różne konstrukcje:
Głowica frezarska o kącie ustawienia od 45° do 90° jest przeznaczona do obróbki powierzchni. Głowica frezarska kątowa jest stosowana do frezowania czołowo-obwodowego i ma kąt przystawienia 90°. Okrągłe płytki skrawające są najczęściej stosowane w głowicach do frezowania kształtowego, które umożliwiają frezowanie swobodne lub kopiowanie. Frezy typu „jeż” nadają się do frezowania z bardzo dużymi głębokościami skrawania, dlatego ich płytki wymienne są ułożone jedna nad drugą i z przesunięciem. Głowice frezujące są również zróżnicowane ze względu na liczbę możliwych do zastosowania płytek wymiennych oraz różne wymagania dotyczące materiału o długim lub krótkim skoku.
Wyrównywanie głowicy frezu (ustawianie ostrzy)
Dla większej elastyczności w obróbce, Gühring oferuje głowice do frezowania czołowego PCD, które mogą być indywidualnie ustawione dla różnych operacji obróbczych. Jest to możliwe dzięki regulowanym osiowo krawędziom tnącym PKD. Dzięki zintegrowanym śrubom regulacyjnym bicie ostrza tych frezów jest regulowane z dokładnością do μm. Aby zapewnić wyjątkowo spokojną pracę przy wysokich prędkościach obrotowych, można je wyważyć za pomocą śrub wyważających.
Nie chcesz przegapić trendów w dziedzinie skrawania metali?


Elementy mocujące
Precyzja to kwestia nastawienia

Rozwiertaki
Perfekcyjne rozwiercanie we wszystkich średnicah

Narzędzia do pogłębiania i gratowania
szybkie, czyste i w pełni zautomatyzowane gratowanie