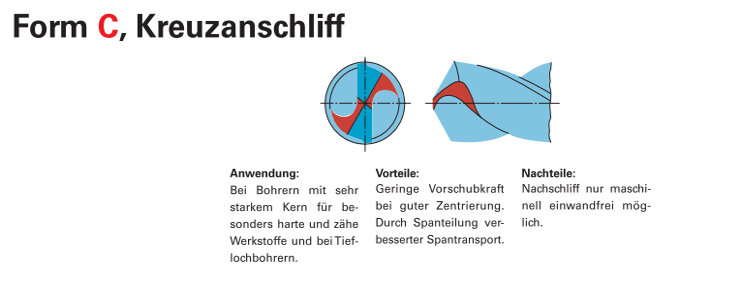
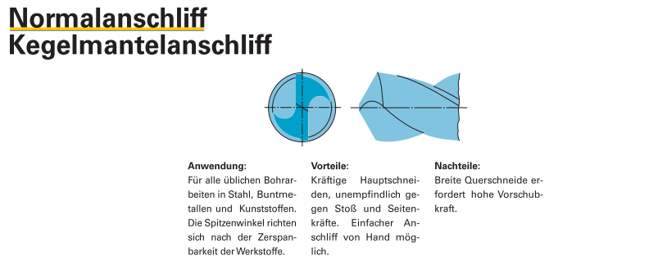
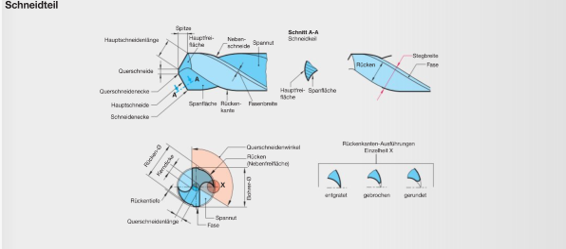
Die Querschneide befindet sich in der Mitte der Bohrerspitze und hat keine Schneidwirkung. Sie übt lediglich Druck und Reibung auf das Werkstück aus und ist bei der Materialbearbeitung hinderlich. Deshalb können verschiedene Schleifverfahren angewendet werden, um die Querschneide zu verkürzen. Diese unterschiedlichen Ausspitzungen sind in DIN 1412 Formen genormt. Die gängigsten Formen sind der Kegelmantelanschliff (Form N) und Kreuzanschliff (Form C).