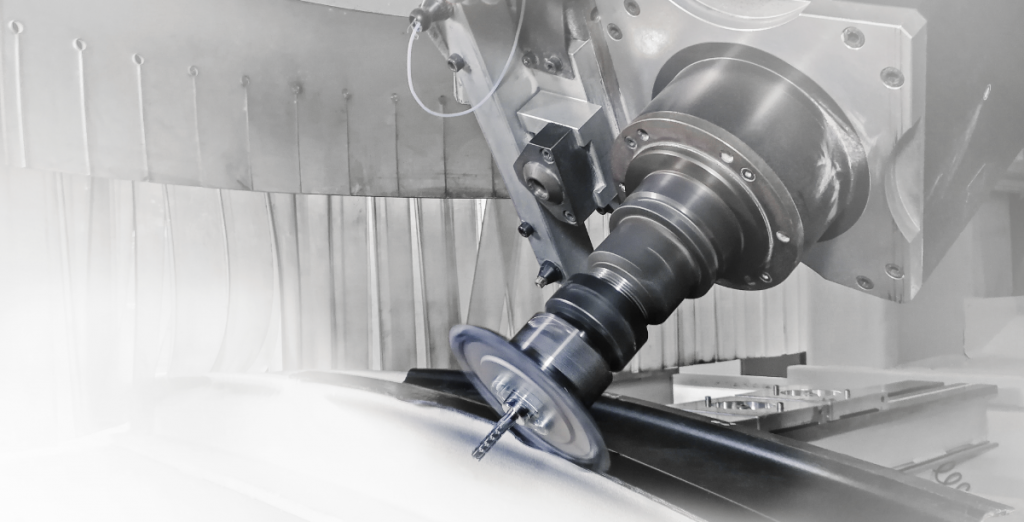
Gemeinsam mit der Technischen Universität Hamburg entwickelt Gühring einen Werkzeugprototyp für die CCC-Technologie. Foto: TUHH
Säge oder Scheibenfräser? Diese Frage beantwortet ein Werkzeugprototyp, den Gühring gemeinsam mit dem Institut für Produktionsmanagement und -technik (IPMT) der Technischen Universität Hamburg (TUHH) entwickelt hat. Das Werkzeug ähnelt einem Scheibenfräser bzw. einer Kreissäge und ist für ein innovatives Trennverfahren optimiert: das Curved Circular Cutting (CCC). Dieses Verfahren wurde ebenfalls am IPMT entwickelt und ermöglicht die Bearbeitung räumlich gekrümmter Konturen mit scheibenförmigen Werkzeugen, an der konventionelle Säge- bzw. Trennschleifprozesse scheitern.
Kern des CCC-Verfahrens stellt die Kombination speziell aufeinander abgestimmter Werkzeuggeometrie und Bahnplanungsalgorithmik dar. Dies erlaubt die Komplettbearbeitung von 2,5D-Schalenbauteilen, die aus design- und strömungstechnischen Gründen mehr oder weniger starke räumliche Krümmungen aufweisen. Hierzu zählen beispielsweise Rumpfschalen aus dem Flugzeug– und Yachtbau, Karosserieelemente aus dem Automobilbereich oder Rotorblätter von Windenenergieanlagen.
Bislang wurde das CCC-Verfahren fast ausschließlich für die Bearbeitung von duroplastischen Faser-Kunststoff-Verbunden (FKV) mit Trennschleifscheiben eingesetzt. Der neue Werkzeugprototyp von Gühring mit geometrisch bestimmter Schneide erweitert nun das Anwendungsfeld dieser innovativen Technologie. Der Fokus von Gühring lag dabei auf der optimalen Auslegung des Werkzeuges hinsichtlich Anordnung und Anstellung der Schneiden. Diese gewährleistet einen ruhigen Lauf des Werkzeuges und eine sichere Spanabfuhr.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Der Werkzeugtyp zeichnet sich im Betrieb aber vor allem dadurch aus, dass er im Vergleich zu herkömmlichen Trennschleifscheiben deutlich geringere thermomechanische Belastungen in der Zerspanzone hervorruft. Damit ist die CCC-Technologie besonders interessant für die Bearbeitung von Leichtbaustrukturen aus Aluminium und hybriden Materialkombinationen wie Faserkunststoff-Metall-Laminaten. Das Werkzeugkonzept ist also die ideale Lösung, wenn es um die Bearbeitung von Schalenbauteilen aus Materialmixen geht.
Bisherige Untersuchungen mit dem Werkzeugkonzept zeigen großes Potenzial: Die neue Kombination aus Werkzeug und Verfahren ist eine attraktive Alternative zum Abrasiv-Wasserstrahlschneiden (AWJ) und zu kombinierten Bearbeitungen mittels Fräsen und Sägen. Im Vergleich zu diesen konventionellen Bearbeitungsverfahren punktet das Curved Circular Cutting mit Vorteilen, welche auf den Einsatz scheibenförmiger Werkzeuge zurückzuführen sind. So ermöglichen die vergleichsweise großen Werkzeugdurchmesser das Anbringen vieler Schneiden über den Werkzeugumfang und hohe Schnitt- und Vorschubgeschwindigkeiten. Auf diese Weise erreicht das Verfahren hohe Produktivitätsraten. Außerdem hat die im Verhältnis zum Durchmesser kurze Kontaktlänge zwischen Werkzeug und Werkstück eine geringere thermische Belastung und einen geringeren Werkzeugverschleiß zur Folge, sodass hohe Standzeiten erreicht werden können.

Mit der neuen Werkzeugtechnologie kann sehr präzise gearbeitet werden. Foto: TUHH
Darüber hinaus kann wegen der biegesteifen Grundkonstruktion des Werkzeuggrundkörpers und den geometrisch definierten Schneiden sehr präzise gearbeitet werden. Auf diese Weise lassen sich Maßhaltigkeits- oder Konturfehler minimieren, die beim Abrasiv Wasserstrahlschneiden oder beim Einsatz von geometrisch unbestimmten Schneiden auftreten. Des Weiteren lässt sich die Werkzeugtechnologie und Bahnplanungsalgorithmik einfach und flexibel in bestehende Produktionsumfelder integrieren, da für den Technologieeinsatz keine Modifikationen an bestehenden 5-Achs-Bearbeitungszentren oder Industrierobotern erforderlich sind.
Müssen bei der Komplettbearbeitung von Bauteilen zusätzlich Bohrungen eingebracht oder kleinen konkaven Radien erzeugt werden, kann das Curved Circular Cutting lokal mit Bohr- und Fräsoperationen ergänzt werden. Um in diesen Fällen geringste Nebenzeiten sicherzustellen und eine hohe Verfahrensflexibilität zu gewährleisten, hat Gühring zusätzlich eine Sonderspannlösung für die Verfahrenskombination mit Schaftwerkzeugen entwickelt und umgesetzt. Dieses System ermöglicht auch als adaptive Schnittstelle den Einsatz des CCC-Verfahrens auf bestehenden Anlagen.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Technische Beratung und Support erhalten Sie auch schnell und direkt über unsere Service-Hotline 00800 2607 2607
Auch auf WhatsApp sind wir für Sie erreichbar: +49 172 658 53 53. Gleich einspeichern!
Das könnte Sie auch interessieren:

Mit Diamant gegen Verschleiß: Magnesiumbearbeitung in der E-Mobilität
Bei der Fertigung von Magnesiumteilen für E-Motoren stößt ein Kunde auf Verschleißprobleme: Mit speziellen Diamantwerkzeugen erhöht Gühring die Standzeit von Wochen auf ein Jahr. So spart das Unternehmen Kosten und Zeit.
CFK erfolgreich bearbeiten: 8 Fragen an unseren Experten
CFK ist perfekt für alle Bauteile, die leicht und hochstabil sein sollen. Für Zerspaner ist das Material jedoch eine Herausforderung. Christian Gauggel, CFK-Experte bei Gühring, erzählt im Interview, was es bei der Bearbeitung von CFK achten sollten.

Welche Schneide hält länger? Entwicklung eines Titanfräsers
Kaum eine Branche stellt so hohe Ansprüche an Werkzeuge wie die Luftfahrt: Zerspanraten bis zu 90 Prozent, komplexe Bauteile, hochwarmfeste Werkstoffe. Deshalb haben wir einen Hochleistungsfräser für diesen Bereich entwickelt: den RF 100 Ti Aircraft.