
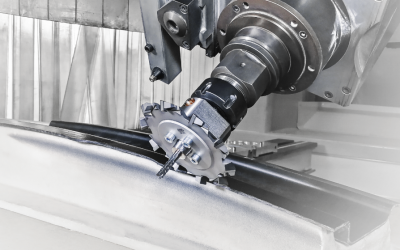
Der Kronenbohrer von Gühring perfektioniert die Bearbeitung von Faserverbundwerkstoffen. Der Vorteil in der Anwendung: Der Stopfen wird sicher ausgestoßen. Bei der Konstruktion der Schneidengeometrie profitieren wir von hohen Fertigungstiefen.
Delamination ist nach wie vor eine der größten Fehlerquellen beim Bohren von Faserverbundwerkstoffen (FVK). Schädigungsfreie Durchgangslöcher sind daher ab Durchmesser Ø 25,00 mm fast nur noch durch Helixfräsen herstellbar. Dies allerdings ist zeitaufwendig, führt zu hohem Werkzeugverschleiß und zu starker, möglicherweise gesundheitsschädlicher, Staubentwicklung. Ein neu entwickelter Kronenbohrer von Gühring zeigt sich in diesem Anwendungsfeld als das überlegene Werkzeugkonzept.
Der große Vorteil in der Anwendung des neu entwickelten Kronenbohrers ist der sichere Ausstoß des Stopfens. Dieser bleibt bei Bohrungen großer Durchmesser übrig. Bei der Anwendung eines Kronenbohrers zerspant der Anwender nur die Wandstärke des Bohrwerkzeugs, ist dadurch schneller, hat einen geringeren Werkzeugverschließ und eine viel geringere Staubbelastung gegenüber dem Helixfräsen.
Faserverbundwerkstoffe delaminationsfrei bohren
Möglich gemacht wird dies durch eine prozesssichere Kühlung und ausgeklügelte Schneidengeometrie. Trockenbearbeitung mit Druckluft als Kühlmedium ist hier das Mittel der Wahl. Kühlschmiermittel (KSS) ist prinzipiell möglich, aber problematisch: Es wird zu viel Druck benötigt, um den Stopfen nach dem Bohren auszuwerfen. Druck jenseits der 30 bar würde zur Delamination führen. Das gilt es bei der Bearbeitung von Faserverbundwerkstoffen zu vermeiden.
Der Kronenbohrer von Gühring arbeitet mit einer zentralen Träger-Kühlung und einer direkten Schneidenkühlung. Das Werkzeug hat eine Kühlleitung im Zentrum des Werkzeugträgers und drei Verteilerbohrungen vom zentralen Kühlmittelstopfen zu den Aufnahmebohrungen. Dadurch tritt das Kühlmittel direkt an der Schneide aus.
Kronenbohrer mit variabler Schneidengeometrie
Eine prozesssichere Zerspanung ist auch abhängig von der Schneidengeometrie des Kronenbohrers. Deshalb hat Gühring bei dem Kronenbohrer jede Menge Entwicklungsarbeit in die perfekte Position der Schneiden und deren Geometrie gelegt. Es gibt unterschiedliche Möglichkeiten, wie die Schneidausrichtung gestaltet werden kann: stumpf, nach außen gerichtet, nach innen gerichtet. Diese Lösungsansätze brachten jeweils unterschiedliche Vor- und Nachteile mit sich.
Delimination durch drückenden Stopfen
Ein Kronenbohrer mit rechteckiger Schneidengeometrie erwies sich als ungeeignet, weil die Vorschubkraft in die Decklage eingeleitet wird. Die Weiterentwicklung sah vor, die Schneiden einzeln anzuschrägen. Der Vorteil dabei ist, dass die Vorschubskraft Fa nur auf den Stopfen und nicht auf das Werkstück gelenkt wird. Die Vorschubskraft ist jedoch so enorm, dass der Stopfen bei den letzten Lagen abhebt und eine Delamination verursacht. Gleichzeitig werden die Schneiden durch die Schneidengeometrie nach außen abgelenkt. Bei einer zu nachgiebigen Gestaltung der Schneidträger kann es dadurch zu einer Durchmesseraufweitung über den Bohrungsverlauf kommen.
Delamination durch schälende Spitze
Bei der dritten Variante zeigen die Schneiden nach außen. Hier hat der Anwender null Vorschubskraft Fa auf dem Stopfen. Dafür wird die gesamte Vorschubskraft in das Werkstück eingeleitet und die Schneiden werden nach innen gedrückt. Es kommt zu einer Abschälung bzw. Delamination.
Aufteilung der Vorschubkraft durch asymetrische Schneidengeometrie
Als logische Konsequenz fiel die Wahl auf eine asymmetrische Schneidengeometrie: nicht symmetrisch mit 90 Grad-Spitze, wie von konventionellen Bohrern gewohnt. Wichtig war es, die Aufteilung der Vorschubskraft zwischen dem Werkstück und dem Stopfen einzustellen. Der Grund: Die einzelnen Materialien im Verbund zeigen unterschiedliche Delaminationsneigungen, was die Zerspanung zusätzlich erschwert.
Hier wird die Problematik zur Chance: Faserverbundwerkstoffe können unterschiedliche Neigungen zum Delaminationsverhalten haben. Mit dem Konzept des Kronenbohrers, kann Gühring auf die jeweiligen Bedürfnisse des Materials reagieren. Das heißt die Schneidengeometrie kann jederzeit angepasst werden, je nachdem wie der Werkstoff sich verhält. Bereits erprobt wurden zahlreiche Arten von Faserverbundwerkstoffen mit duroplastischen Matrixsystemen, wie GFK, CFK sowie CFK mit Cu-Mesh als Decklage. Letzteres wird häufig für Außenhautbauteile in der Luftfahrt eingesetzt. Die Art der textilen Verstärkung beinhaltete UD, Gewebe (Leinwand, Köper & Atlas), Gelege als endlosfaserverstärkte Varianten sowie lang- und kurzfaserverstärkte Faserverbundwerkstoffe.

Hohe Fertigungstiefe und flexibler Träger
Die Schneidträger des Kronenbohrers werden einzeln gefertigt. Das ermöglicht eine größere Designfreiheit als bei fest verlöteten Werkzeugen. Hier profitiert Gühring ganz klar von seiner Fertigungstiefe. Der Trägerrohling des neuen Kronenbohrers kam bereits bei anderen Werkzeugkonzepten erfolgreich zur Anwendung – „proof of concept“ sozusagen.

Der Bohrungsdurchmesser des Kronenbohrers ist konstruiert auf 40,5 mm, aber nach unten bis auf Durchmesser 25 mm skalierbar.
Gühring-intern wurden Versuche, Messungen und Prüfmittel von anderen Feldern miteinbezogen, um von diesen Synergien in einem neuen Werkzeugsystem zu profitieren.
In der Entwicklung hat sich eine Schneidengeometrie durch ihre guten bis sehr guten Ergebnisse in den verschiedenen Faserverbundwerkstoffen als Allrounder durchgesetzt. In Spezialfällen zeigten Sonderformen der Schneidengeometrie in einzelnen Anwendungsfällen leichte Vorteile. Hier verfügt Gühring über Know-how, um bei Bedarf, auf individuelle Kundenanforderungen einzugehen. Möglich sind verschiedene Schneidstoffe von blankem Vollhartmetall, über beschichtetes Vollhartmetall bis hin zu PKD-Schneiden.
Der Bohrungsdurchmesser ist konstruiert auf 40,5 mm, aber nach unten bis auf Durchmesser 25 mm skalierbar. Nach oben wurde bisher keine technische Grenze identifiziert. 80 bis 100 mm sind kein Problem.
Unerlässlich bei der Bohrung von FVK: Beschichtung
Alle Ausführungen des Kronenbohrers zeigen sehr gute Bohrungsaustritte. Eine Beschichtung ist in vielerlei Hinsicht unerlässlich. Erstens um die Oberflächenhärte zu erhöhen, da der Staub von Faserverbundwerkstoffen oftmals abrasiv wirkt. Zweitens weil Kohlenstaub elektrisch leitfähig ist und in Verbindung mit einem leitfähigem Medium die Korrosion beschleunigen würde.
Der Kronenbohrer besteht aus einem Grundkörper, der Aufnahmebohrungen für die Schneidträger beinhaltet. Diese Bohrungen verlangen eine Durchmessertoleranz und eine Positionstoleranz. Die Schneiden wiederum haben ebenfalls eine Fertigungstoleranz. Die Wechselgenauigkeit beträgt 65 µm. Zudem besteht die Möglichkeit, die Werkzeuge nach jedem Schneidenwechsel rundzuschleifen, was die Wechselgenauigkeit weiter nach unten drückt. Die Wiederholgenauigkeit in einem Setup beträgt +/- 10 µm.
Eingesetzt wird der Kronenbohrer in Maschinenbau und Luftfahrt. Weitere Anwendungen sind im Bereich Bootsbau und der Windkraft (Rotornaben, Rotorblätter, Verschraubungen) denkbar.

Was sind Faserverbundwerkstoffe?
Bei Faserverbundwerkstoffen werden verschiedenartige Materialien zu einem Werkstoffverbund kombiniert, um verbesserte Eigenschaften zu erzielen. Vor allem der Leichtbau wendet diese Strategie an, mit der hochfeste und hochsteife, aber trotzdem leichte Werkstoffe hergestellt werden können.
Faserverbundwerkstoffe Carbon
Faserverbundwerkstoffe, bei denen Kohlenstofffasern in eine Kunststoff-Matrix eingebettet sind, werden häufig auch Carbon oder CFK (carbonfaserverstärkter Kunststoff) genannt. Carbon ist sehr leicht, weist aber trotzdem eine hohe Steifigkeit auf. Daher wird das Material überall dort eingesetzt, wo extreme Performance bei minimaler Masse gebraucht wird. In der Luft- und Raumfahrt werden daraus Strukturbauteile wie zum Beispiel Flügel gefertigt und im Bootsbau die Rümpfe von Yachten.
Technische Beratung und Support erhalten Sie auch schnell und direkt über unsere Service-Hotline 00800 2607 2607. Auch auf WhatsApp sind wir für Sie erreichbar: +49 172 658 53 53. Gleich einspeichern!
Das könnte Sie auch interessieren:

Mit Diamant gegen Verschleiß: Magnesiumbearbeitung in der E-Mobilität
Bei der Fertigung von Magnesiumteilen für E-Motoren stößt ein Kunde auf Verschleißprobleme: Mit speziellen Diamantwerkzeugen erhöht Gühring die Standzeit von Wochen auf ein Jahr. So spart das Unternehmen Kosten und Zeit.
Trennverfahren für hybride Leichtbaustrukturen
Bei räumlich gekrümmten Schalenbauteilen wie Rumpfschalen für Flugzeuge, stoßen konventionelle Säge- bzw. Trennschleifprozesse an ihre Grenzen. Die Lösung: ein Werkzeugprototyp, den Gühring zusammen mit der Technischen Universität Hamburg entwickelt hat.
CFK erfolgreich bearbeiten: 8 Fragen an unseren Experten
CFK ist perfekt für alle Bauteile, die leicht und hochstabil sein sollen. Für Zerspaner ist das Material jedoch eine Herausforderung. Christian Gauggel, CFK-Experte bei Gühring, erzählt im Interview, was es bei der Bearbeitung von CFK achten sollten.