
Die Anforderungen, die Formenbauer an Zerspanungswerkzeuge stellen, sind hoch – schließlich sind diese für über 90 % der Produktqualität verantwortlich. Doch nur mit Werkzeugen, die Prozesssicherheit, Präzision und Wiederholgenauigkeit garantieren, lässt sich eine perfekte Teilequalität erreichen. Diesen Anforderungen begegnet Gühring mit einem neuen Fräser-Programm speziell für den Formenbau.
Egal ob Kunststoff, Metall, Glas oder Schokolade – erst durch Formen werden Rohstoffe zu Produkten. Doch weil diese Formen die Oberflächen der späteren Bauteile abbildet, ist hier höchste Präzision gefragt: Nur in einer perfekt gefertigten Form kann ein Endprodukt produziert werden, dessen Toleranzen und Oberflächen auch ohne Nacharbeit die geforderte Güte aufweisen.
Höchste Winkel- und Passgenauigkeiten
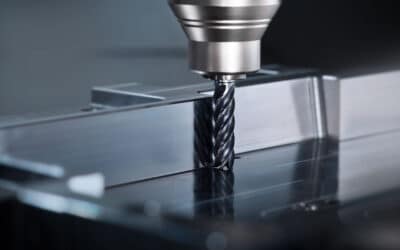
Genau diese Präzision erreichen Sie mit unserem neuen Programm an Hochgenauigkeitsfräsern: Die μ-genauen VHM-Fräser verfügen über eine stabile Kerngeometrie und ein optimiertes Nutprofil. Beides reduziert die Abdrängung beim Fräsen und sorgt für Stabilität, was sich in einer sehr hohen Konturgenauigkeit widerspiegelt. Somit eignen sich die Werkzeuge zum Schlichten hochgenauer Passungen und Führungen mit exakter Winkelgenauigkeit.
Eine sichere Spanabfuhr beim Fräsen ist die Grundvoraussetzung für gute Oberflächen. Deshalb wurden die Baumaße und Halsübergangs-Geometrien der neuen Fräser für den Einsatz in tiefen und engen Konturen optimiert. Außerdem bestehen alle Mikro-Fräser im neuen Programm aus Revolver-Rohlingen mit GühroJet-Peripheriekühlung. Bei dieser innovativen Technologie zur Innenkühlung werden die Späne durch Luft, MQL oder Kühlschmierstoff direkt und sicher aus der Bearbeitungszone entfernt.
Härteres Substrat und extrem glatte Schicht
Weil im Formenbau hochfeste und gehärtete Stähle zerspant werden, haben wir unser Substrat auf diese Werkstoffe angepasst: Es ist nun rund 200 HV härter und feinkörniger. Dieses ultraharte VHM-Substrat garantiert eine sehr gute Kantenstabilität und damit prozesssichere Standzeiten in der Hartbearbeitung. Die Präzisionsrohlinge verfügen außerdem über optimierte Schafttoleranzen im Bereich h5 und sind µ-genau in Durchmesser, Rundlauf und Rundheit. Die Radiustoleranzen liegen sogar im Bereich von +/- 5 µm.
Auch das Schichtsystem wurde speziell für den Formenbau angepasst: Durch eine Perrox-Beschichtung, die im HiPiMS-Verfahren hergestellt wird, sind die Werkzeugoberflächen extrem glatt und der Verschleißwiderstand somit sehr hoch. Dank dieser Kombination aus Hartmetall, Schicht und Geometrie erzielen Sie mit den neuen Hochgenauigkeitsfräsern eine signifikante Performance-Steigerung – sowohl in weichen als auch härteren Werkstoffen bis über 65 HRC und selbst in hochlegierten oder pulvermetallurgisch hergestellten Werkzeugstählen.
Unser neues Formenbau-Programm G-Mold µ

VHM-Hochgenauigkeits-Vollradiusfräser G-Mold µ65 B
Mit seiner hochpräzisen Vollradiusgeometrie eignet sich der neue VHM-Fräser zum Kopierfräsen und Schlichten von Formen und Formeinsätzen aus gehärtetem Stahl bis 65 HRC. Die Abmessungen reichen von ⌀ 0,2 bis 12 mm und sind in 5 verschiedenen Längen anwendungsgerecht abgestuft.
VHM-Hochgenauigkeits-Torusfräser G-Mold µ65 T
Auch der neue Hochgenauigkeitsfräser mit Torusgeometrie überzeugt beim Kopierfräsen und Schlichten von gehärteten Formen und Formeinsätzen bis 65 HRC. Das Programm reicht von ⌀ 0,3 bis 12 mm und beinhaltet eine Vielzahl unterschiedlicher Eckradiengrößen. Sie haben die Wahl zwischen fünf verschiedenen Werkzeuglängen.
G-Mold µ65 F und G-Mold µ48 F
Höchste Winkelgenauigkeit und exakte Passungen beim Schlichten von Führungen und Taschen in Formplatten ermöglichen unsere zylindrischen Hochgenauigkeits-Schlichtfräser G-Mold µ65 F für gehärtete Werkstücke und G-Mold µ48 F für weiche Werkstücke.
MikroMill µ55 U
Hohen Ansprüchen im Mikrobereich wird dieser neue, μ-genaue Mikrofräser gerecht: Durch engste Toleranzen und einen präzisen Rundlauf erreichen Sie damit Oberflächen von sehr hoher Qualität. Ein FEM-optimierter Radius-Winkelübergang sorgt zudem für höchste Radialsteifigkeit und eine geringe Abdrängung. Die innovative GühroJet-Innenkühlung erhöht die Standzeit des Werkzeugs und sorgt für Prozesssicherheit. Wählen Sie aus einer großen Auswahl an Voll- und Eckradien sowie Eckfasen und drei verschiedenen Längen. Die Durchmesser sind eng abgestuft und reichen von 0,2 bis 3 mm.

Der FEM-optimierte Radius-Winkelübergang sorgt für eine geringe Abdrängung.

Maximale Prozesssicherheit dank innovativer GühroJet-Innenkühlung.
Haben wir Ihr Interesse geweckt?
Dann vereinbaren Sie jetzt Ihren Beratungstermin:

Technische Beratung und Support erhalten Sie auch schnell und direkt über unsere Service-Hotline 00800 2607 2607. Auch auf WhatsApp sind wir für Sie erreichbar: +49 172 658 53 53. Gleich einspeichern!
Das könnte Sie auch interessieren:

Gühring Fräser mischt mit: Trochoidalfräsen in hochlegiertem Edelstahl
Beim Fräsen von Flügelträgern aus austenitischem Chrom-Nickel-Stahl versagen die Fräser bei der ystral gmbh schon nach einem Bauteil. Ein VHM-Fräser von Gühring sorgt durch seine zweifach höhere Standzeit für die nötige Prozesssicherheit.
Schnell und dynamisch: Trochoidalfräsen im Formenbau
Vor allem im Formenbau, wo die Zerspanung teils sehr harter Materialien in kürzester Zeit erfolgen muss, hat sich eine Frässtrategie bewährt: Das GTC-Fräsen. Diese Form des Trochoidalfräsens führt zu besonders hohen Standzeiten bei der Bearbeitung.

Formenbau: Hartbearbeitung verkürzt Prozesse
Der Wettbewerbsdruck im Formenbau zwingt die Vogt AG dazu, ihre Durchlaufzeiten durch Hartbearbeitung zu verkürzen. Werkzeuge von Gühring bieten dabei innovative Lösungen für die Bearbeitung von gehärtetem Stahl bis 54 HRC.