
Inhalt
1. Ziel: schneller Fräsen mit weniger Verschleiß
3. FAQ zum Fräsen in Titan Grad 5
Es ist nur ein kleines Batteriegehäuse und doch entscheidend für das Leben vieler Menschen. Denn verbaut in einen Herzschrittmacher sorgt es dafür, dass unser Lebensmotor weiterläuft. Doch nur perfekt verarbeitete Teile können hier die nötige Lebensdauer und Effizienz garantieren. Gut, dass unser Gühring-Herz für Präzisionsbearbeitung schlägt.
Wie viele Unternehmen im medizinischen Bereich, setzt auch das japanische Unternehmen Microcut Co., LTD auf den Werkstoff Titan Grad 5 (Ti6Al4V). Ein Batteriegehäuse aus diesem Material fühlt sich nicht schwer an, wenn es im Körper verbaut wird und ist doch äußerst widerstandsfähig. Außerdem ist die Titanlegierung biokompatibel, löst keine Reaktionen oder Allergien aus, korrodiert nicht und ist nicht magnetisch. Doch Titan Grade 5 hat auch seine Tücken – vor allem in der Zerspanung.

Außendienstmitarbeiter Shinji Fukai (links) stellt den Managern von Microcut den G-Mold Fräser vor.

Ziel: schneller Fräsen, weniger Verschleiß
Das musste auch Microcut beim Fräsen von Taschen in die Bauteile feststellen. Nach nur 32 Werkstücken waren die Werkzeuge eines Wettbewerbers trotz Beschichtung verschlissen. So wendete sich das Unternehmen mit der Herausforderung an Gühring, eine Werkzeuglösung für bessere Standzeiten und Bearbeitungszeiten zu liefern.
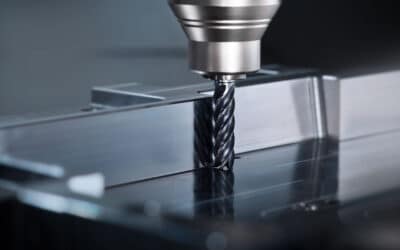
Die Lösung liefert Gühring mit dem Vollhartmetall-Schaftfräser G-Mold 65 HF. Ausgestattet mit Innenkühlung und einer Signum-Beschichtung, die für extrem hohe Verschleißfestigkeit bekannt ist, verspricht dieser Fräser eine erhebliche Verbesserung der Werkzeugstandzeiten und Bearbeitungseffizienz. „Wir empfehlen hier den G-Mold 65 HF, der mit hoher Vorschubgeschwindigkeit und dadurch extrem effizient eingesetzt werden kann“, erklärt Außendienstmitarbeiter Shinji Fukai.
73-mal höhere Standzeit
Schon bei den ersten Tests unter Verwendung der bisherigen Schnittparameter war das Ergebnis beeindruckend: Die Standzeit des G-Mold 65 HF war 15-mal länger als die des Wettbewerber-Werkzeugs. Doch das war erst der Anfang. Nachdem der Kunde seine Schnittparameter an das neue Hochleistungswerkzeug angepasst hatte, erzielte er mit dem G-Mold 65 HF eine 73-mal höhere Standzeit im Vergleich zum Werkzeug des Mitbewerbers.
Hier zeigte der G-Mold 65 HF seine Stärke, indem er mit hoher Vorschubgeschwindigkeit und höchster Effizienz eingesetzt werden konnte. Auch mit Blick auf die Bearbeitungszeit konnte Gühring einen Vorteil für den Kunden erzielen: Mit dem G-Mold HF konnten doppelt so hohe Vorschübe und 25 % höhere Schnittgeschwindigkeiten gefahren wurden, was die Bearbeitungszeit deutlich reduzierte.

Informationen zur Bearbeitungssituation:
- Horizontales Bearbeitungszentrum MAKINO a61nx
- Werkzeugspannung: HSK A63
- Kühlung: Innenkühlung, Kühlmittel auf Ölbasis
| G-Mold 65 HF, High Feed Fräser 4-Schneider mit Innenkühlung | 4-Schneider des Wettbewerbers |
| Vc = 100 m/min | Vc = 80 m/min |
| fz = 0, 1 mm | fz = 0, 05 mm |
| Vf = 3184 mm/min | Vf = 1273 mm/min |
| n = 7961 U/min | n = 6368 U/min |
| ae = 4,0 mm | ae = 4,0 mm |
| ap = 0,3 mm | ap = 0,3 mm |
| Teile / Fräser = 2336 | Teile / Fräser = 32 |
FAQ zum Fräsen von Titan Grad 5
Was ist Titan Grad 5?
Welche Herausforderungen gibt es beim Fräsen von Titan?
Welche Werkzeuge werden für das Fräsen von Titan empfohlen?
Wie beeinflusst die Schnittgeschwindigkeit das Fräsergebnis bei Titan?
Welche Kühlmittel sollten beim Fräsen von Titan verwendet werden?
Technische Beratung und Support erhalten Sie auch schnell und direkt über unsere Service-Hotline 00800 2607 2607. Auch auf WhatsApp sind wir für Sie erreichbar: +49 172 658 53 53. Gleich einspeichern!
Das könnte Sie auch interessieren:
Schnell und dynamisch: Trochoidalfräsen im Formenbau
Vor allem im Formenbau, wo die Zerspanung teils sehr harter Materialien in kürzester Zeit erfolgen muss, hat sich eine Frässtrategie bewährt: Das GTC-Fräsen. Diese Form des Trochoidalfräsens führt zu besonders hohen Standzeiten bei der Bearbeitung.

Formenbau: Hartbearbeitung verkürzt Prozesse
Der Wettbewerbsdruck im Formenbau zwingt die Vogt AG dazu, ihre Durchlaufzeiten durch Hartbearbeitung zu verkürzen. Werkzeuge von Gühring bieten dabei innovative Lösungen für die Bearbeitung von gehärtetem Stahl bis 54 HRC.
Querbohrungen? Kein Problem: Mit der richtigen Strategie zur Tiefbohrung
Die Bearbeitung von sich kreuzenden Tiefbohrungen ist knifflig: Denn dabei wird der Kühlprozess unterbrochen und eine ungünstige Anbohr- bzw Führungssituation entsteht. Nur mit der richtigen Strategie kann ein Lückenbereich sich überbrückt werden.