Komplexe Instrumente werden im medizinischen Bereich für (minimal-) invasive Eingriffe genutzt. So lässt sich mit einem Laparoskop eine Bauchspiegelung durchführen. Doch nur präzise gefertigte Einzelteile garantieren ein funktionelles, sicheres Instrument.
In unserem Beispiel wird das Griffteil eines Laparoskops hergestellt. Ein Laparoskop ist ein spezialisiertes Endoskop, mit dem zum Beispiel eine Bauchspiegelung durchgeführt werden kann. Das Instrument besteht aus einem langen Rohr, an dessen einem Ende sich eine winzige, hochauflösende Videokamera und eine Lichtquelle befindet und am anderen Ende ein Handgriff. Über einen kleinen Hautschnitt wird das Laparoskop in die Bauchhöhle eingeführt, nachdem diese mit Kohlendioxid aufgeblasen wurde. So lassen sich optische Informationen aus der Bauchhöhle in Echtzeit auf Monitore übertragen. Durch ein Laparoskop können auch Gewebeproben (Biopsien) entnommen werden.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Herausforderungen in der Bearbeitung

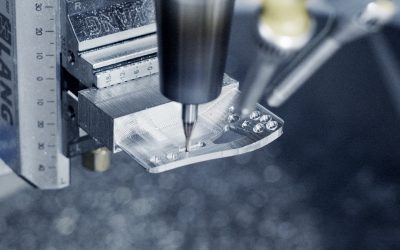
Hergestellt wird das Bauteil aus korrosionsbeständigem Edelstahl 1.4021, dem Standardwerkstoff in der Instrumentenherstellung. Die von Gühring hierfür speziell entwickelten Werkzeuge zeichnen sich durch optimal präparierte Schneiden und Geometrien aus. In Kombination mit einer Hochleistungsbeschichtung garantieren sie eine optimale prozesssichere Zerspanung und sind daher ein Hauptkriterium für Werkzeuge für die Medizintechnik. Zudem werden gerade hochwertige OP-Instrumente wie dieser Laparoskop-Griff nicht mehr aus vorgeschmiedeter Schlagware hergestellt, sondern zunehmend aus dem Vollen gefräst. Für Hersteller ergibt sich daraus zum einen die Notwendigkeit, in möglichst einer einzigen Aufspannung zu arbeiten. Zum anderen erfordert dies von kleinen wie auch großen Werkzeugabmessungen hohe Zeitspanvolumina.
Im medizinischen Bereich steht außerdem die Gratfreiheit der Werkstückkanten im Fokus. Würde sich ein Grat im Körper des Patienten lösen, könnte dieses Metallstück unbemerkt viel Schaden anrichten. Je höher eine Oberflächengüte ist, umso schlechter können sich Keime ansiedeln und das Instrument lässt sich entsprechend leichter sterilisieren. Aus diesem Grund werden OP-Instrumente erst poliert und dann wieder mattiert zur Vermeidung von Reflexen durch OP-Leuchten, die den Arzt blenden könnten.
Mit modernsten Werkzeugen zum optimalen Prozess
Diesen Herausforderungen in der Herstellung des medizinischen Instruments stellt sich Gühring mit vier innovativen Werkzeuglösungen:


VHM-Fräser RF 100 Sharp
Unser neuer Ratiofräser RF 100 Sharp (Ø 8 mm) stellt die Grundform des Bauteils aus dem Vollen her. Dabei übernimmt er die Schruppbearbeitung der Außenkontur, der Innenform des Griffs und der Taschen. Das Werkzeug wird in verschiedenen Strategien wie HPC-Schruppen und Helixfräsen eingesetzt. Zum Schluss werden mit dem RF 100 Sharp auch die Schlichtoberflächen erstellt.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Vorteile in der Anwendung:
- Nuten, Schruppen, Schlichten, Rampen, helikales Eintauchen mit einem Werkzeug
- Auch geeignet für instabile Aufspannsituationen dank abgestimmtem Schneidstoff
- 12° Spanwinkel für ruhigen, weichen Schnitt
- ungleicher Drall ermöglicht einen vibrationsarmen Lauf
- besonders weites Nutprofil für sichere Spanabfuhr
RF 100 Sharp im Online-Shop kaufen
Mehr über den RF 100 Sharp erfahren
Typische Schnittdaten für diese Anwendung:
| Schruppen Außenkontur | Helikales Eintauchen: | Schlichten: |
| Vc = 240 m/min | Vc = 120 m/min | Vc = 200 m/min |
| fz = 0,08 mm | fz = 0,036 mm | fz = 0,03 mm |
| ae = 0,6 mm | Bohrungsdurchmesser = 14 mm | ae = 0,1 mm |
| ap = 15 mm | ap = 0,8 mm | ap = 10 mm |

ExklusiveLine VA Kleinstbohrer
Der VHM-Kleinstbohrer (Ø 2 mm) bringt zwei Scharnierbohrungen in den länglichen Teil des Bauteils ein. Über diese Bohrungen werden die beiden Griffe des Laparoskops später miteinander verbunden.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Vorteile in der Anwendung:
- für Bohrungen von 3xD bis 15xD
- Bearbeitung von allen nicht rostenden Werkstoffen sowie auch Titan und CoCr
- bereits ab 1,0 mm mit Innenkühlung
- neuentwickeltes Nutprofil mit konkaver Hauptschneide für aggressiveres Schneidverhalten
- optimierte Werkzeugoberflächen für kurze Späne und geringen Verschleiß
- verstärkter Schaft zur sicheren Spannung in der Werkzeugaufnahme
Typische Schnittdaten für diese Anwendung:
| Vc = 80 m/min |
| fz = 0,06 mm |

RF 100 Mikrodiver
Zum Schlichten der Außenkontur und der Griff-Innenseite wird der Mikrofräser RF 100 Mikrodiver mit 5xD (Ø 3 mm) eingesetzt. Eine kürzere Ausführung mit 2,5xD (Ø 3 mm) kommt am Ende der Bearbeitung zum Einsatz: Das Werkzeug legt durch Nuten die untere Kontur frei, arbeitet durch Schruppen die unteren Stege heraus und übernimmt das Schlichten der unteren Kontur.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Vorteile in der Anwendung:
- für jede Fräsbearbeitung im Mikrobereich geeignet
- Eintauchen mit hohen Eintauchwinkeln und Helixzustellungen
- herausragende Leistungsdaten in Titan, CoCr und nichtrostenden Stählen dank innovativer Geometrie und effektiver Innenkühlung
- extreme Schnittwerte und sehr hohe Schnitttiefen
- maximale Prozesssicherheit
Typische Schnittdaten für diese Anwendung:
| Schruppen (Artikel 6809 3.00) | Nuten (Artikel 6808 3.00) | Schlichten (Artikel 6809 3.00) |
| Vc = 225 m/min | Vc = 140 m/min | Vc = 192 m/min |
| fz = 0,037 mm | fz = 0,014 mm | fz = 0,024 mm |
| ae = 0,06 mm | ae = 3 mm | ae = 0,06 mm |
| ap = 5,5 mm | ap = 3 mm | ap = 15 mm |

SpyroTec Fasfräser
Der Fasfräser Spyrotec (Ø 6 mm) übernimmt das Fasen/Entgraten des kompletten Bauteils.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Vorteile in der Anwendung:
- schnelle, kostengünstige Herstellung großer Fasen (bis 7 mm) bei hohen Geschwindigkeiten
- geringer Restgrat dank positivem Spanwinkel von 7 °
- für den Einsatz in den Werkstoffgruppen P, M, N und S
- weicher, vibrationsarmer Schnitt und beste Oberflächengüten dank 5 spiralisierter Umfangs-Schneiden mit ungleicher Schneidenteilung
- hohe Schnittparameter und sehr hohe Laufruhe
Typische Schnittdaten für diese Anwendung:
| Vc = 140 m/min |
| fz = 0,032 mm |
Technische Beratung und Support erhalten Sie schnell und direkt über unsere Service-Hotline 00800 2607 2607.
Auch auf WhatsApp sind wir für Sie erreichbar: +49 172 658 53 53. Gleich einspeichern!
Das könnte Sie auch interessieren:

Top-Werte in Titan: Mikrodiver überzeugt im Medizinbereich
Kompetenz und Flexibilität – beides ist unverzichtbar bei der Lösung von Problemen. Das zeigte sich auch im Fall von hg medical: Wo herkömmliche Werkzeuge an ihre Verschleißgrenzen stoßen, schruppt ein Gühring-Mikrofräser 1100 Minuten in Titan.

Neue Kühltechnik verspricht 95 % weniger Gratbildung
Trockenbearbeitung führt zu Gratbildung, Kühlmittel hinterlassen Ölrückstände. Das Projekt „KryoPE“ soll die Lösung liefern: Ein kryogenes MMS-Kühlystem, das auf CO2 statt auf Luft setzt. Das reduziert nicht nur die Gratbildung um 95 Prozent.
Knochenplatte: Mit modernen Werkzeugen zum sicheren Prozess
Nach Unfällen werden oft Metallplatten implantiert, um Knochen bei der Heilung zu stützen. Eine lange Lebensdauer erreicht eine Knochenplatte aber nur, wenn sie präzise und formgenau gefertigt wurde. Exzellente Zerspanung schafft hier die Basis.