
Im Werkzeug- und Formenbau gibt es einen Trend hin zu immer härteren und somit schwerer zu zerspanenden Werkstoffen. Der Grund: Der Bedarf an Consumer-Gütern nimmt immer weiter zu und damit auch die Losgrößen der Produkte, die mit Formen und Werkzeugen hergestellt werden. Um diesen steigenden Ansprüchen gerecht zu werden, hat Gühring ein spezielles Programm an leistungsfähigen Zerspanungswerkzeugen für den Werkzeug- und Formenbau entwickelt. Dank eines um rund 200 HV härteren und feinkörnigeren Hartmetall-Substrats und angepassten Geometrien sind diese Werkzeuge besonders prozesssicher in der Hartbearbeitung.
So bearbeitete ein Referenzkunde eine Kontur an einem Formeinsatz für ein Spritzgusswerkzeug aus Qualitäts-Werkzeugstahl (1.2343 ESU) mit einer Härte von 53 HRC. Die 5-Achsbearbeitung erfolgte mittels Tebis CAM-Programmierung auf einem GROB-Bearbeitungszentrum (G350). Welche Werkzeuge dabei zum Einsatz kommen stellen wir Ihnen hier vor:

Vorschlichten mit dem
G-Mold 55 B

Taschen fräsen mit dem
G-Mold 65 U

Gewinde herstellen mit dem
MTMH3-Z

Schlichten mit dem
G-Mold µ 65 B
3 Fräser für die Hartbearbeitung
1. Plan- und Konturflächen vorschlichten mit dem Kugelfräser G-Mold 55 B
Werkzeuglösung
Zum Einsatz kommt der Vollradius-Kopierfräser G-Mold 55 B mit einem Durchmesser von 6 mm (6848 6,000). Der VHM-Kugelschaftfräser eignet sich optimal zum Kopierfräsen und Schlichten von Formen und Formeinsätzen aus gehärtetem Stahl bis 55 HRC. Während die meisten Wettbewerber nur zweischneidige Kopierfräser anbieten, reichen die vier Schneiden des Werkzeugs bis zum Zentrum, wodurch deutlich höhere Geschwindigkeiten beim Vorschlichten möglich sind. Das Ergebnis: eine Zeitersparnis von mindestens 30 %. Zum Schlichten steht eine zweischneidige Variante zur Verfügung, die für eine hohe Präzision sorgt.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Typische Schnittdaten für diese Anwendung:
Vc = 264 m/min
n = 14000 U/min
fz = 0,08 mm
ae = 0,3 mm
ap = 0,3 mm
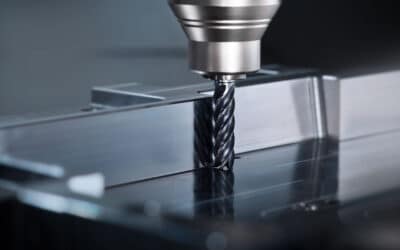
2. Tasche schruppen & schlichten mit dem Schaftfräser G-Mold 65 U
Werkzeuglösung
Zum Fräsen einer Tasche direkt ins Volle wird der VHM-Schaftfräser G-Mold 65 U mit Durchmesser 8 mm (6943 8,000) eingesetzt. Mit dem vierschneidigen Ratiofräser lassen sich Nuten in Bauteile mit bis zu 65 HRC Härte einbringen. Dank seines Halsfreischliffs ist das Werkzeug auch zum Fräsen tiefer Kavitäten bestens geeignet. Sein besonderes Nutprofil mit einem dickeren Kern erhöht die Stabilität, eine besonders harte Signumbeschichtung macht ihn temperaturbeständig für höhere Standzeiten. Somit ist das Werkzeug in der Hartbearbeitung universal einsetzbar, besonders beim dynamischen GTC-Fräsen mit geringer seitlicher Zustellung.
Typische Schnittdaten für diese Anwendung:
Vc = 90 m/min
n = 3581 U/ min
fz = 0,035 mm
ae = 0,3 mm
ap = 15 mm
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
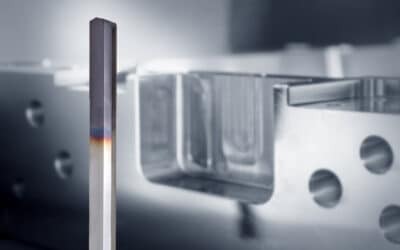
3. M5 Gewinde herstellen mit dem Mikro-Gewindefräser MTMH3-Z
Werkzeuglösung
Mit dem Mikro-Gewindefräser MTMH3-Z (4002 5,0) werden M5 Gewinde in das Bauteil eingebracht. Das Werkzeug ermöglicht ein zirkulares Bohrgewindefräsen ins Volle ohne Vorbohren bis zu einer Tiefe von 10 mm. Dabei können sowohl ungehärtete als auch gehärtete Materialien bis 66 HRC bearbeitet werden. Indem Kernloch und Gewinde in einem Schritt erzeugt werden sorgt das Werkzeug für deutlich kürzere Zyklen und Einstellzeiten. Die spezielle Geometrie des Gewindefräsers und die integrierten Kühlrillen garantieren eine sehr hohe Prozesssicherheit und lehrenhaltige Gewinde.
Typische Schnittdaten für diese Anwendung:
Vc = 70 m
S = 5863 U/min
fz = 0,016 mm
P = 0,8 mm (= Steigung)
4. Schlichten mit dem Mikrofräser G-Mold µ 65 B
Werkzeuglösung
Zum Schlichten der Kontur wird der Mikrofräser G-Mold µ 65 B mit einem Durchmesser von 2 mm eingesetzt (6817 2,0). Das zweischneidige Schlichtwerkzeug ermöglicht eine Detailbearbeitung bis ins Kleinste und ist dabei µ-genau in Durchmesser, Rundlauf und Rundheit. Die Radiustoleranzen liegen sogar im Bereich von +/- 5 µm. Zudem perfektioniert die in den Schaft integrierte GühroJet Peripheriekühlung die Spanabfuhr mittels Kühlmittel.
Typische Schnittdaten für diese Anwendung:
Vc = 125 m/min
n = 19894 U/ min
fz = 0,015 mm
ae = 0,06 mm
ap = 0,06 mm
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Haben wir Ihr Interesse geweckt?
Technische Beratung und Support erhalten Sie schnell und direkt über unsere Service-Hotline 00800 2607 2607
Auch auf WhatsApp sind wir für Sie erreichbar: +49 172 658 53 53. Gleich einspeichern!
Das könnte Sie auch interessieren:
Schnell und dynamisch: Trochoidalfräsen im Formenbau
Vor allem im Formenbau, wo die Zerspanung teils sehr harter Materialien in kürzester Zeit erfolgen muss, hat sich eine Frässtrategie bewährt: Das GTC-Fräsen. Diese Form des Trochoidalfräsens führt zu besonders hohen Standzeiten bei der Bearbeitung.

Formenbau: Hartbearbeitung verkürzt Prozesse
Der Wettbewerbsdruck im Formenbau zwingt die Vogt AG dazu, ihre Durchlaufzeiten durch Hartbearbeitung zu verkürzen. Werkzeuge von Gühring bieten dabei innovative Lösungen für die Bearbeitung von gehärtetem Stahl bis 54 HRC.
Querbohrungen? Kein Problem: Mit der richtigen Strategie zur Tiefbohrung
Die Bearbeitung von sich kreuzenden Tiefbohrungen ist knifflig: Denn dabei wird der Kühlprozess unterbrochen und eine ungünstige Anbohr- bzw Führungssituation entsteht. Nur mit der richtigen Strategie kann ein Lückenbereich sich überbrückt werden.