













Bohrer ausspitzen
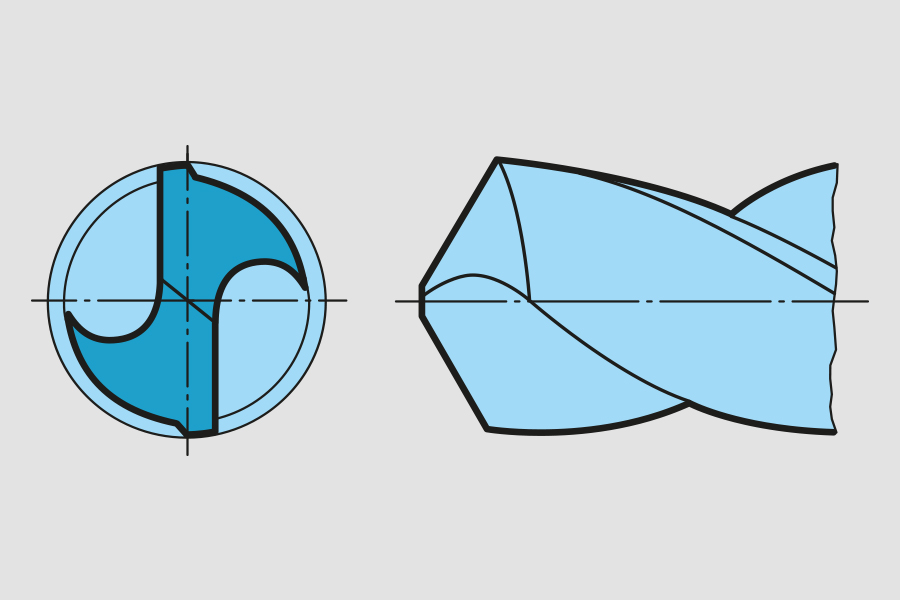
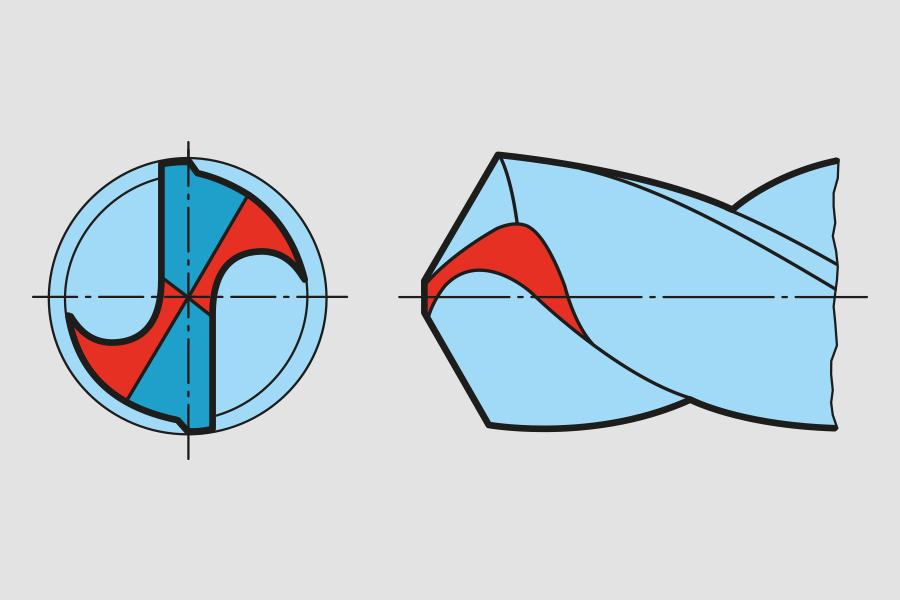
Die Querschneide befindet sich in der Mitte der Bohrerspitze und hat keine Schneidwirkung. Sie übt lediglich Druck und Reibung auf das Werkstück aus und ist bei der Materialbearbeitung hinderlich. Deshalb können verschiedene Schleifverfahren angewendet werden, um die Querschneide zu verkürzen. Diese unterschiedlichen Ausspitzungen sind in DIN 1412 Formen genormt. Die gängigsten Formen sind der Kegelmantelanschliff (Form N) und Kreuzanschliff (Form C).
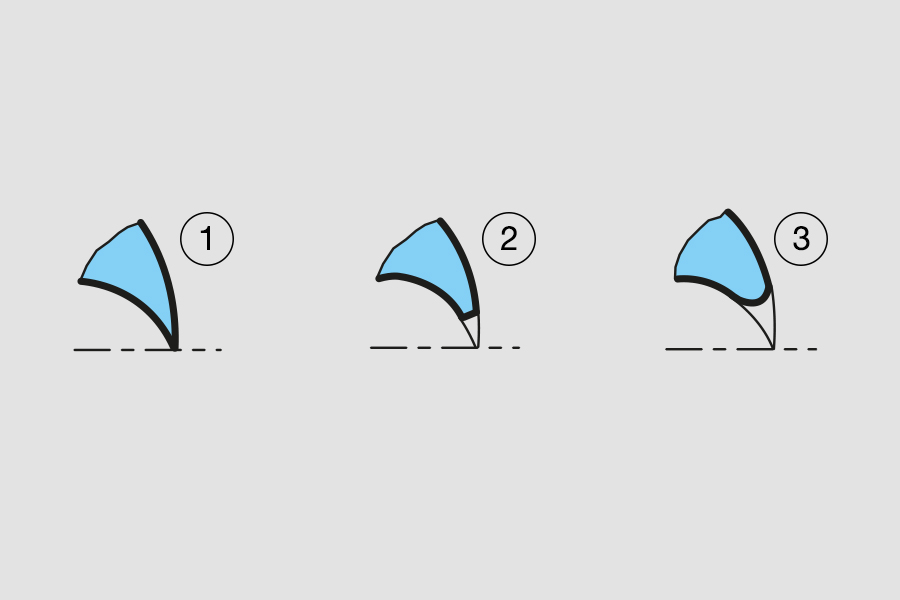
Normalanschliff, Kegelmantelanschliff
Anwendung: Für alle üblichen Bohrarbeiten in Stahl, Buntmetallen und Kunststoffen. Die Spitzenwinkel richten sich nach der Zerspanbarkeit der Werkstoffe.
Vorteile: Kräftige Hauptschneiden, unempfindlich gegen Stoß und Seitenkräfte, einfacher Anschliff von Hand möglich
Nachteile: Breite Querschneide erfordert hohe Vorschubkraft
Form C, Kreisanschliff
Anwendung: Bei Bohrern mit sehr starkem Kern für besonders harte und zähe Werkstoffe und bei Tieflochbohrern
Vorteile: Geringe Vorschubkraft bei guter Zentrierung, durch Spanteilung verbesserter Spantransport
Nachteile: Nachschliff nur maschinell einwandfrei möglich
Schneidteil
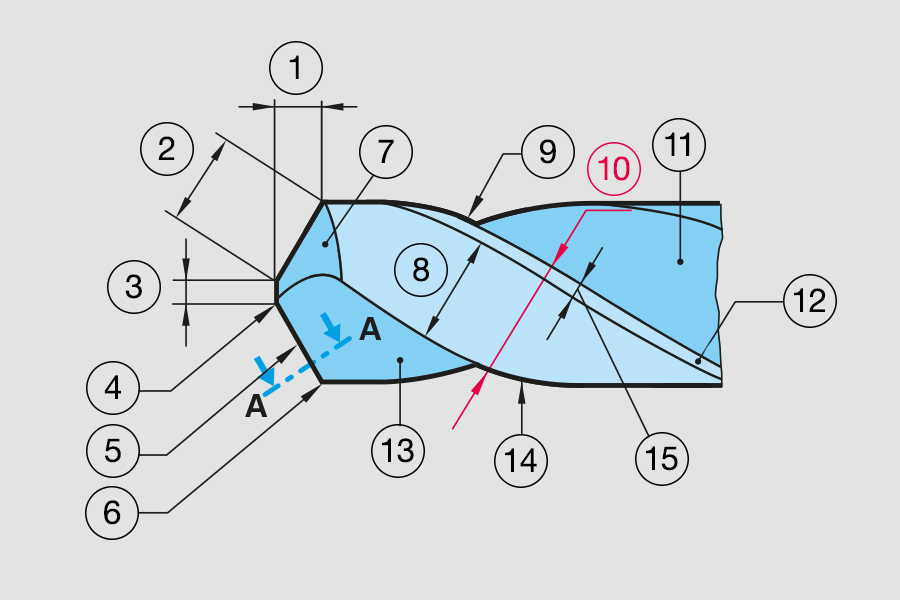
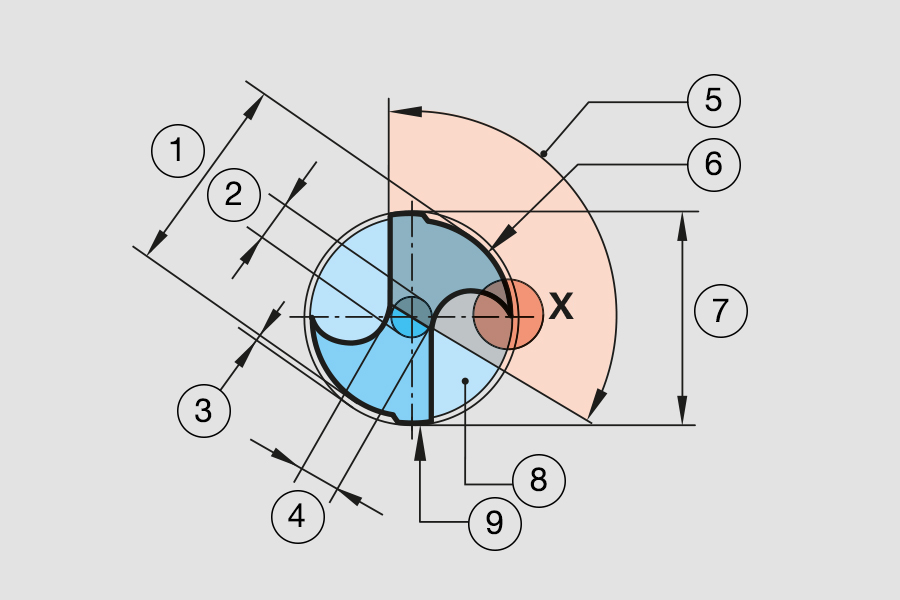
1 = Rücken-Ø, 2 = Kerndicke, 3 = Rückentiefe , 4 = Querschneidenlänge, 5 = Querschneidenwinkel, 6 = Rücken (Nebenfreifläche), 7 = Bohrer-Ø, 8 = Spannut, 9 = Fase