














Three wins
Three-fluted cutter FT 200 U guarantees maximum feed rate when drilling
Higher feed rate thanks to a third cutting edge? This is what is promised by a new high-performance drilling tool for steel and cast materials from Gühring. The problem of chip removal is resolved by an optimised flute profile and coolant ducts with a particularly large cross-section.
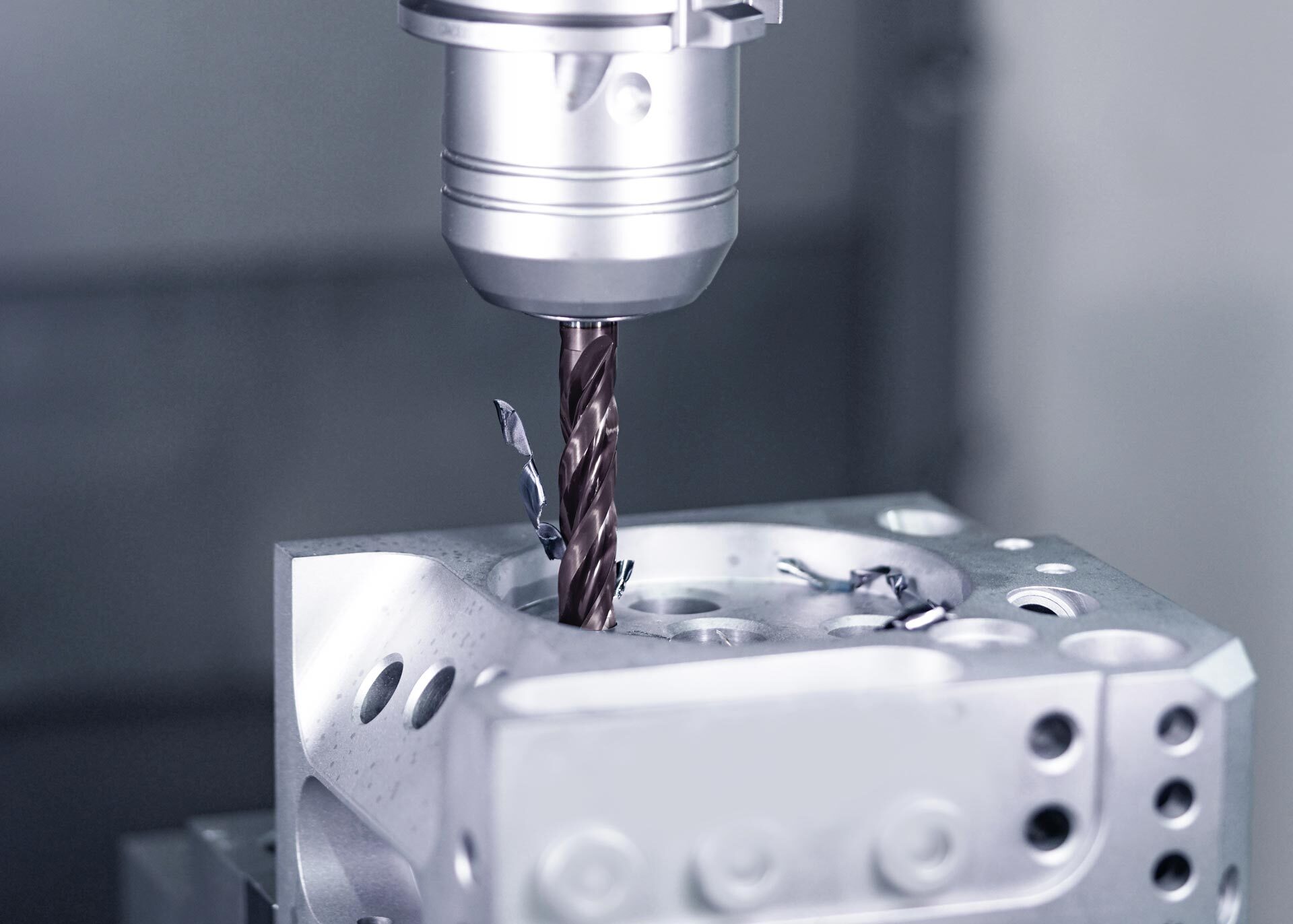
Compared to two-fluted tools, the individual chip space is significantly smaller in three-fluted tools. As the number of cutting edges increases, higher feed rates become possible, but this also results in a higher chip volume, which can be more difficult to remove through the smaller chip spaces. The result? Chips get stuck in the chip space, you have to deal with chip jams and, in the worst case, drill breakage.
But Gühring is launching a new three-fluted cutter with high feed rates that cuts machining time while also solving the chip problem: the FT 200 U. This is made possible by an optimised flute profile, which rolls the chips up tightly and breaks them reliably. At the same time, an internal cooling duct with the maximum cooling duct cross-section ensures effective chip removal and optimum thermal management. The solid carbide drill showcases its strengths when machining steel and cast materials in particular. For example, feed rates of 5 to 6 percent of the tool diameter can be achieved in steel.
Spiropoint grind for perfect self-centering


Your advantages with the FT 200 U:
- powerful and smooth under all operating conditions
- high feed drilling for reduced cycle times and cost-efficient machining
- reduced hardening of the edge layer
Thanks to all these properties found in the FT 200 U, high-feed drilling can be achieved with the solid carbide drill, also resulting in reduced cycle times and cost-effective machining. The tool is available in the length 5xD and from autumn 2023 also in 3xD and in a diameter range of 4 to 20 mm.
Save money by reducing your tool requirements
However, the FT 200 U does not just have the edge over two-fluted concepts: The new Gühring drill also managed to impress in a direct comparison with a competitor’s three-fluted cutter. When creating a through-hole in a cast iron lid (GGG-60), the FT 200 U had double the tool life. The Gühring tool enabled 220 components to be machined with one drill, while the competitor’s drill only produced 110 components before the tool change. For the customer, this means a significant saving, because the lower tool requirement alone leads to a total cost saving of 5 percent. And it will also be cheaper for the customer over the long term: While the FT 200 U can be reground up to three times, the competitor’s drill can only be reground once.
We can also be reached on WhatsApp: +49 172 658 53 53. Save the number!

Maximum tool lives in aluminium
How real progress emerges from challenges is demonstrated by Dörr together with Gühring: By using the PKD Diver from Gühring, the company from Sankt Augustin quadruples tool life, reduces tooling costs, and elevates the surface quality of its components to a new level.

System 208 enhances stability
Unattended night shifts without risk: Veile Feindrehteile significantly increases process reliability and tool life in stainless steel machining with System 208. The result: stable processes, less scrap, and more cost-efficient production.

Mastering VA threads with ease
Decommissioning nuclear power plants demands maximum precision—especially for stainless steel threads. Weisser Bärwinkel relies on Gühring’s Pionex to master even tough materials. The result: more stable processes, longer tool life, and higher productivity.