
Wiertła lufowe
Dla każdego zadania odpowiednie wiertło lufowe
W zasadzie od stosunku długości do średnicy 15xD mówi się o wierceniu lufowym lub głębokim wierceniu. Wiertła lufowe stosuję się do obróbki m.in. wałków rozrządu, wałów korbowych, wałów napędowych, iniektorów, przewodów wiertniczych do podawania oleju, w technice medycznej, w konstrukcjach form lub w przemyśle spożywczym. W zależności od wymagań otworu, warunków na obrabiarce, wielkości serii produkcyjnej, głębokości otworu firma Gühring oferuje odpowiednie, ekonomiczne warianty narzędzi.
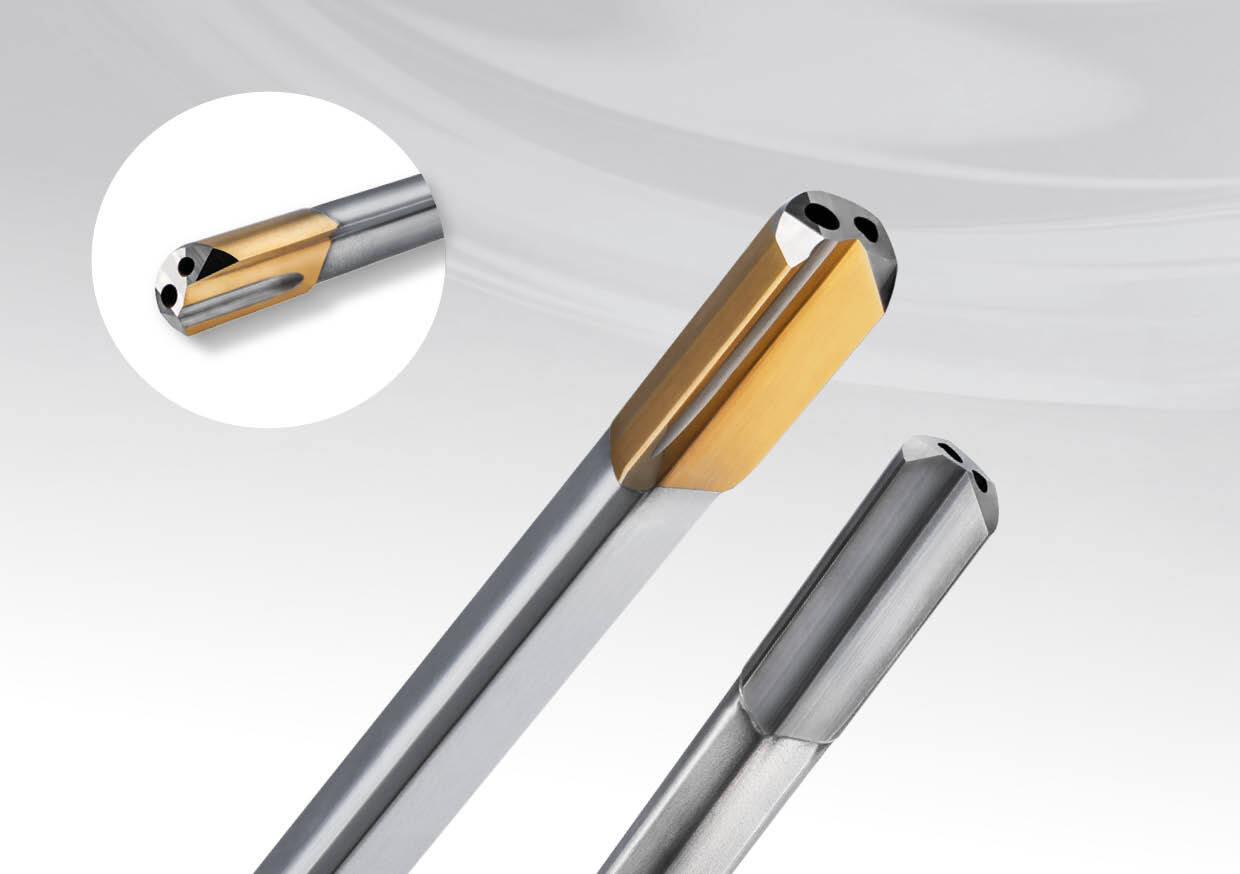
1-ostrzowe wiertła lufowe

1-OSTRZOWE WIERTŁA LUFOWE EB 100 MONO TO NAJMNIEJSZE
\ 1-ostrzowe wiertła lufowe w wersji VHM
\ 1-ostrzowe wiertła lufowe dla szczególnie wąskich tolerancji otworu
\ produkowane w zakresie średnic nominalnych od Ø 1,000 mm do Ø 16,000 mm
\ długość rowka wiórowego do 580 mm
\ do 80xD tylko jednym narzędziem
\ możliwość chłodzenia mgłą olejową MMS/MQL
\ zastosowanie do prawie wszystkich materiałów
\ duży wybór, także w wymiarach calowych
1-OSTRZOWE WIERTŁA LUFOWE EB 80: TO KLASYCZNE
\ 1-ostrzowe wiertła lufowe z lutowanymi główkami z węglika spiekanego
\ długość całkowita do 3.600 mm
\ produkowane w zakresie średnic nominalnych od Ø 2,000 mm do Ø 40,000 mm
\ bogata różnorodność wersji, np. z kulistym wierzchołkiem lub wiertło stopniowe
\ zastosowanie do prawie wszystkich materiałów
\ duży wybór dla centrów obróbczych oraz dla wiertarek lufowych
\ duży wybór w wymiarach calowych
\ Szybki Serwis dla programu EB 80

2-OSTRZOWE WIERTŁA LUFOWE ZB 80 TO SPECJALIŚCI OD ŻELIWA
\ 2-ostrzowe wiertła lufowe z lutowanymi główkami z węglika spiekanego
\ długość całkowita do 1.000 mm
\ produkowane w zakresie średnic nominalnych od Ø 6,000 mm do Ø 30,000 mm
\ perfekcyjne do obróbki żeliwa
\ własne gatunki węglika i własna geometria ostrzy

PRZYRZĄD DO OSTRZENIA TBV 116: DLA ŚREDNIC Ø 3 DO Ø 32 MM
\ ostrzenie wierteł lufowych w zakresie średnic od Ø3 mm do Ø 32 mm
\ standardowe i specjalne geometrie ostrzy
\ bez ograniczeń długości rowka wiórowego
\ podpórki do długich wierteł w komplecie
\ do uniwersalnego zastosowania na każdej szlifierce narzędziowej
TBV 116: dla średnic Ø 3 do Ø 30 mm

1-OSTRZOWE WIERTŁA LUFOWE EB 100 TO: NAJMNIEJSZE
\ 1-ostrzowe wiertła lufowe z lutowanymi główkami z węglika spiekanego
\ 1-ostrzowe wiertła lufowe dla szczególnie wąskich tolerancji otworu
\ produkowane w zakresie średnic nominalnych od Ø 0,900 mm do Ø 16,000 mm
\ długość rowka wiórowego do 580 mm
\ do 80xD tylko jednym narzędziem
\ zastosowanie do prawie wszystkich materiałów
\ duży wybór, także w wymiarach calowych
\ Szybki Serwis dla programu EB 100
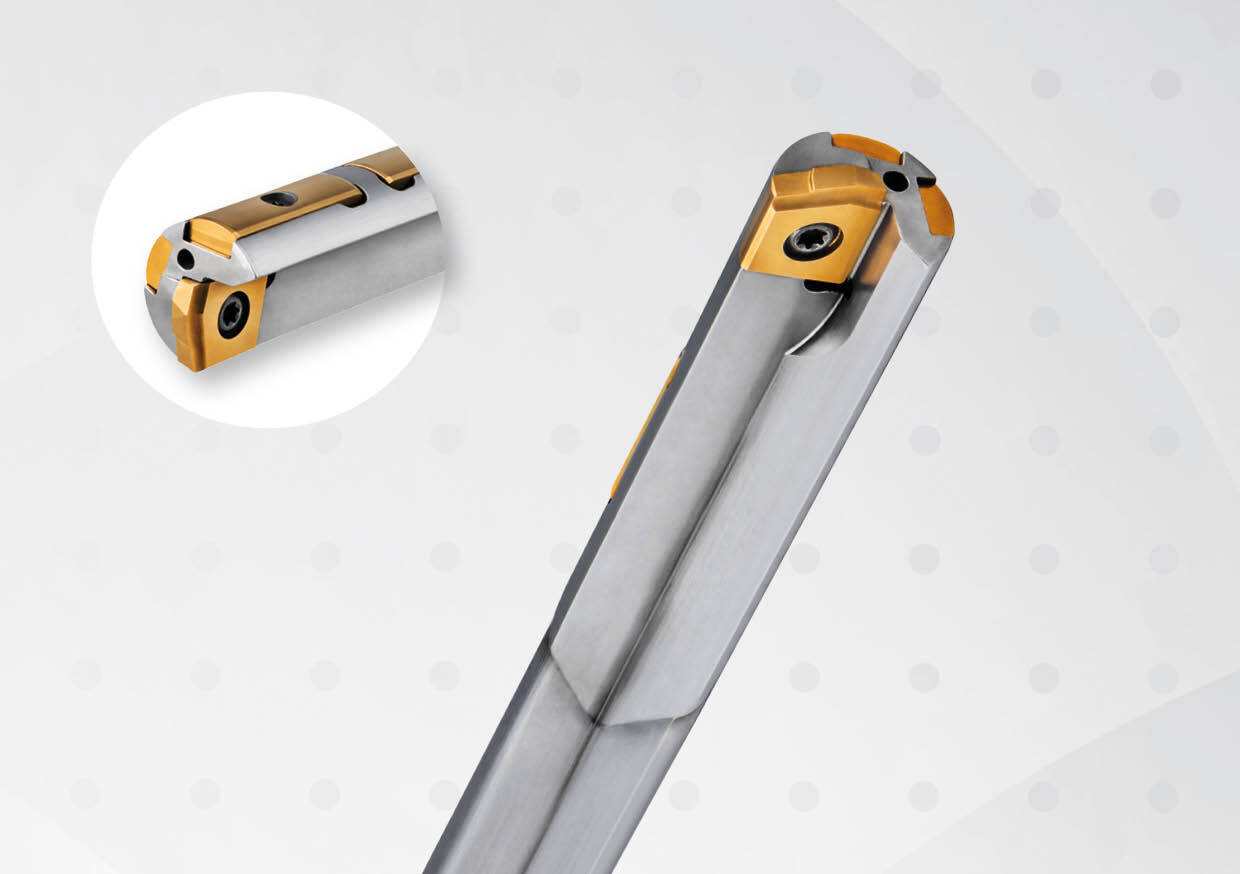
1-OSTRZOWE WIERTŁA LUFOWE EB 800 TO ELASTYCZNE:
\ długość całkowita do 3.600 mm
\ produkowane w zakresie średnic nominalnych od Ø 12,000 mm do Ø 52,000 mm
\ korpusy stopniowane na średnicy co 0,5 mm
\ możliwa jest każda kombinacja gatunku węglika na płytki i prowadnice oraz powłoki
\ zastosowanie do prawie wszystkich materiałów

TBM 116 – RĘCZNA, UNIWERSALNA SZLIFIERKA
\ zwarta konstrukcja
\ przeznaczona do ostrzenia małych i średnich ilości wierteł lufowych o zróżnicowanych średnicach i długościach
\ proste wykonywanie łamacza wiórów w 1-ostrzowych wiertłach lufowych

PRZYRZĄD DO OSTRZENIA TBV 216: DLA ŚREDNIC Ø 0,5 DO Ø 6 MM
\ przyrząd ostrzarski, specjalny dla małych średnic
\ maksymalna długość wiertła 350 mm
\ prosta obsługa, tylko 4 czynności
\ szlifowanie na 3-osiowym, wahliwym przyrządzie
\ umożliwia szlifowanie pod różnymi kątami
Kręte wiertła lufowe z litego węglika spiekanego
EXCLUSIVE LINE: RT 100 T
Kręte wiertła lufowe RT 100 T, dostępne w ramach rozszerzonego programu magazynowego dla głębokości wiercenia 15xD, 20xD, 25xD, 30xd i 40xD, zapewniają użytkownikom najwyższe posuwy i szybkości skrawania, ekstremalnie skracając czasy obróbki. Te zalety przy głębokim wierceniu uzyskuje Gühring w szczególności dzięki następującym cechom:
- Zoptymalizowany przekrój poprzeczny rowka wiórowego
Kręte wiertła lufowe posiadają specjalnie przystosowaną geometrię rowka wiórowego dla optymalnego transportu wiórów z głębokich otworów. - Maksymalny przekrój kanałków chłodzących
Aby ostrze optymalnie zaopatrzyć w środek chłodząco-smarujący kanałki chłodzące posiadają maksymalnie zaprojektowany przekrój. Przez to efektywnie zapewnione jest dostarczanie chłodziwa do ostrzy skrawających, jak również usuwanie wiórów. - Bezproblemowe wióry
Wspomniane wyżej właściwości wierteł wraz z perfekcyjnie dobranymi parametrami skrawania dla danego przypadku obróbki, wpływają na powstawanie wiórów, które bez żadnych problemów usuwane są z głębokich otworów. W pełni zabezpiecza to przed zatorem wiórów oraz związanym z tym zakleszczeniem narzędzia. - Ostrza odporne na zużycie ścierne
Dzięki powlekaniu główki wiertła lufowego warstwą A (TiAlN) Gühring’a, cały obszar ostrzy wiertła jest bardzo skutecznie zabezpieczony przed zużyciem ściernym. - Chwyt HA dla precyzyjnego mocowania
Program magazynowy wierteł RT 100 T, wyposażonych w chwyty HA, z tolerancją h6, umożliwia mocowanie w oprawkach hydraulicznych Gühringa z programu GM 300. Kombinacja RT 100 T z oprawką hydrauliczną gwarantuje maksymalną współosiowość, ekstremalną siłę mocowania, minimalne niewyważenie oraz optymalną opłacalność wiercenia głębokich otworów. - Wymiary pośrednie średnic & długości specjalne
W uzupełnieniu programu magazynowego firma Gühring oferuje wersje specjalne RT 100 T wg wytycznych klienta. Realizujemy zamówienia na wymiary pośrednie w odniesieniu do programu magazynowego dla maksymalnej głębokości wiercenia do 40xD ewent. maksymalnej długości całkowitej do 400 mm. - Możliwość chłodzenia mgłą olejową MMS/MQL
Modyfikacja chwytu, porzez optymalizację jego końcówki, umożliwia chłodzenie wierteł z programu magazynowego mgłą olejową MMS/MQL.



Wiertła do głębokich otworów z HSS-E-PM: GT 2000
Głębokie wiercenie do głębokości 20xD bez odwirowywania
- Program specjalny
- Ø 3 mm – Ø 12 mm
- do głębokości wiercenia 20xD
- Nowa paraboliczna geometria rowków wiórowych dla optymalnego wyprowadzania wiórów przy głębokim wierceniu
- Wiertła przeznaczone szczególnie do obróbki stali
- Powlekanie główek wierteł warstwą na bazie TiAlN zapewnia skuteczną ochronę przed zużyciem ściernym ostrzy skrawających, szczególnie mocno obciążonych w czasie obróbki.


Oszlifowanie wierzchołka
Najwyższa odporność na zużycie ścierne oraz najlepsze warunki obróbki głębokich otworów dzięki nowej geometrii wierzchołka wiertła ze zoptymalizowaną korekcją S ścina
Kształt rowka wiórowego
Specjalnie zaprojektowany, paraboliczny kształt rowka wiórowego, ze zoptymalizowaną jakością powierzchni, zapewnia przy głębokim wierceniu optymalne formowanie wiórów oraz ich usuwanie.
Wysoka jakość powierzchni
Optymalnie wygładzona powierzchnia rowka wiórowego (bez powłoki) zapewnia bardzo skuteczne wyprowadzanie wiórów.

Elementy mocujące
Precyzja to kwestia nastawienia

Wiertła
Zaawansowana technologia wiercenia

Lotnictwo
Najwyższe wymagania dotyczące narzędzi i procesów