
枪钻
针对所有材料的钻头
对于长径比15XD以上,通常指深孔加工。枪钻应用于凸轮轴,曲轴,驱动轴,喷油器,石油管道,医疗及食品行业。
取决于孔的需求,工况,批量及钻深,钴领有最经济有效的刀具选择。
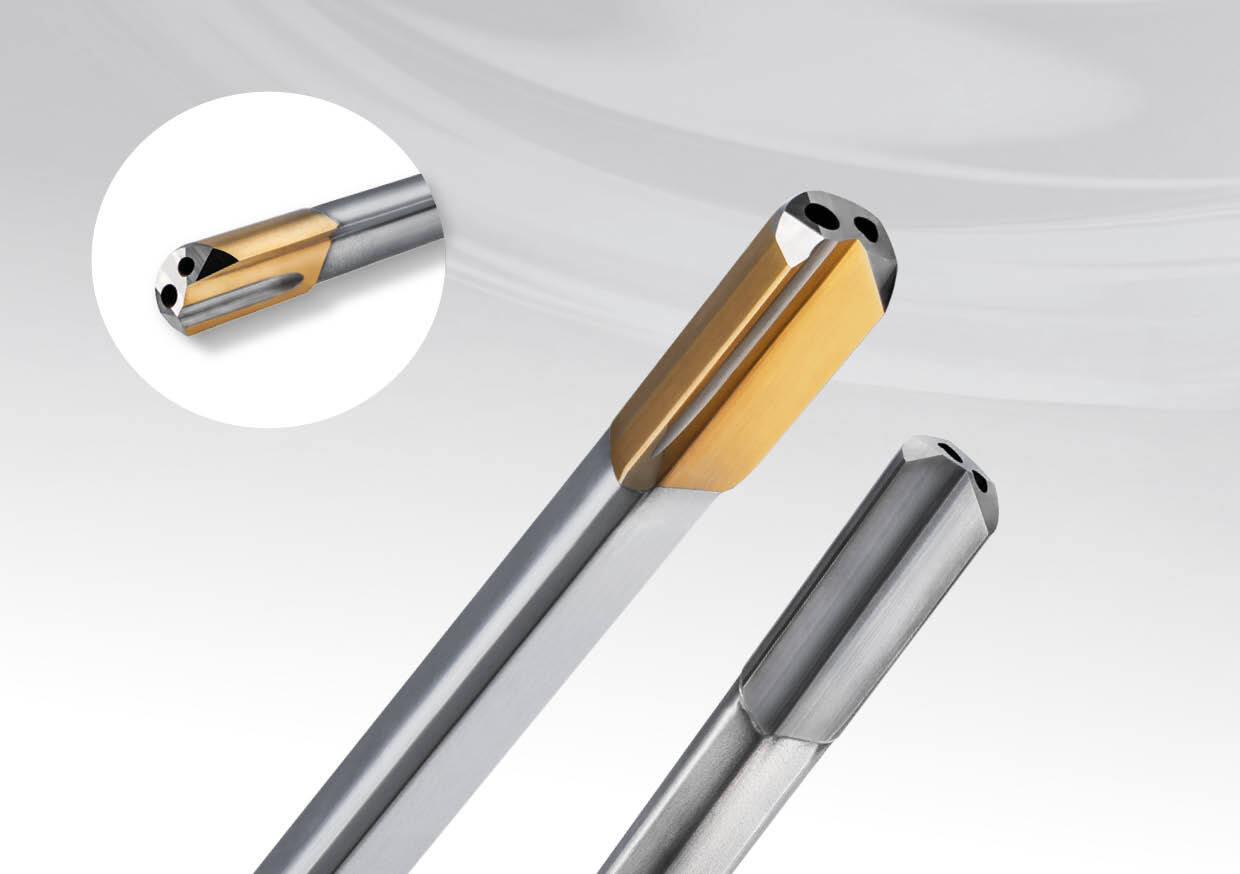
单刃枪钻

EB 100M:坚固耐用
\ 整体硬质合金单刃枪钻
\ 特别适合公差紧的孔
\ 刀具直径从0.9mm到16mm
\ 槽长达到500mm
\ 80XD也只需要一把刀具
\ 适用于MQL加工
\ 适用于绝大部分材料
\ 品种齐全,甚至有英寸尺寸
EB 80: 常规的
\ 硬质合金头焊接的单刃枪钻
\ 总长达到3000mm
\ 刀具直径从2mm到40mm
\ 广泛的选择,球头或者阶梯的-适用于绝大部分材料
\ 广泛用在加工中心,深孔专机上
\ 品种齐全,甚至有英寸尺寸
\ 加工程序快 EB80

双刃枪钻ZB80 :特别适用于铸铁
\ 总长达到1000mm
\ 刀具直径从6mm到30mm
\ 完美应用于铸铁加工
\ 特殊的硬质合金等级及切削刃形状

TBV 116 针对直径3到32mm的枪钻
\ 修磨直径3到32mm的枪钻
\ 标准及特殊的研磨操作
\ 没有最短槽的长度
\ 支持长刀具
\ 普遍应用在各种类型的研磨机上

EB100:小直径
\ 柄部焊接的硬质合金单刃枪钻
\ 特别适合公差紧的孔
\ 刀具直径从0.9mm到16mm
\ 槽长达到500mm
\ 80XD也只需要一把刀具
\ 适用于绝大部分材料
\ 品种齐全,甚至有英寸尺寸
\ 加工程序快 EB100
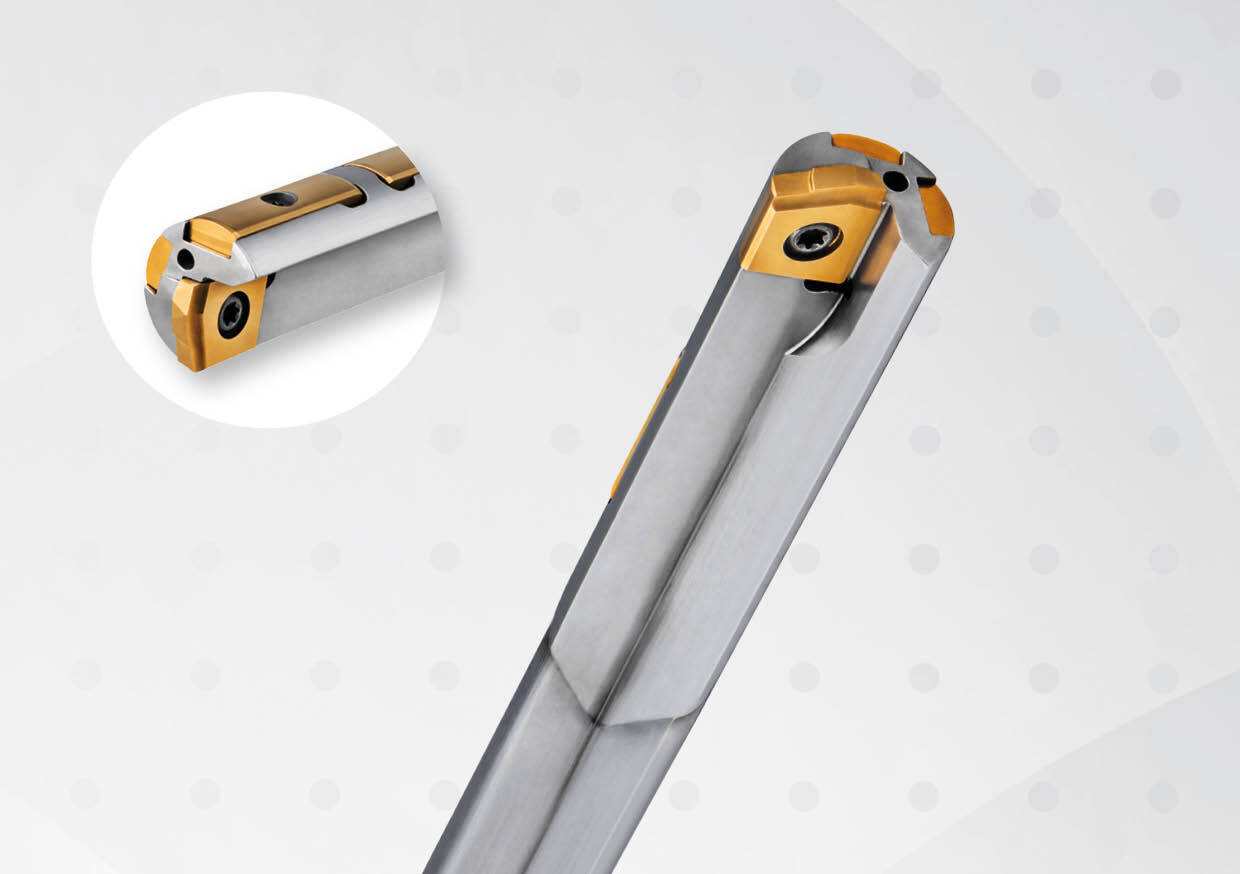
EB 800: 灵活的
\ 可换刀片及支撑导条的单刃枪钻
\ 总长达到3000mm
\ 刀具直径从12mm到52mm
\ 刀杆范围每0.5mm变化
\ 可以采用任何的硬质合金等级及涂层
\ 适用于绝大部分材料

TBM 116 通用手动研磨机
\ 非常的紧凑
\ 针对于不同直径及长度的小批量、中等批量的刀具修磨
\ 很容易在单刃枪钻上增加横向断屑槽

TBV 216 针对直径0,5到6mm的枪钻
\ 修磨设备,特别适用小直径刀具
\ 最长350mm
\ 很容易操作,仅需要4步
\ 采用三轴转轴座架修磨
\ 能够实现各种各样的研磨角度
整体硬质合金螺旋深孔钻
EXCLUSIVE LINE :RT100T
RT 100 T型深孔麻花钻可作为深孔加工刀具的延伸,用于15xD、20xD、25xD、30xD和40xD的钻孔深度,用户可从最大的进给率和切削速度中获益,因此可大大缩短生产时间。Guhring公司之所以能实现这些优势,是因为有以下特点。
- 优化的槽型
深孔麻花钻具有特殊的槽型,极大的提高了深孔钻的排屑性能 - 最大冷却孔截面积设计
为了最优地向切削刃提供润滑剂,刀具拥有截面积最大的冷却孔。这确保了有效的润滑剂供应给切削刃及优秀的排屑性能。 - 完美的铁屑
上述因素配合完美适应于现场加工的切削参数,使得切屑很容易排出来,甚至深孔,也能确保排屑顺畅,防止断刀
- 耐磨的切削刃
由于头部有钴领A涂层(TiAlN),很大程度上保护了切削刃区域,有效的防止磨损。 - 适合高精度夹持的HA柄
RT100T系列标准品的柄部采用HA增强型设计,柄径公差h6。这使得可以采用钴领GM300范围内的液压刀柄,这样可以确保最好的同轴度,最大的夹持力,最小的不平衡性和理想的经济效率 - 中等尺寸及特殊长度
除了标准品库存外,钴领还可根据客户的要求提供非标RT100T深孔麻花钻,我们提供中等尺寸系列的深孔钻,最大钻深40XD,最大刀具总长400mm - 适用于MQL
由于针对MQL加工,优化了柄部设计,库存刀具也能适合MQL加工



HSS-E-PM深孔钻GT2000
钻深达到20XD,无需啄钻
- 特殊程序
- Ø 3.00 -12.00 mm
- 钻深20XD
- 新的抛物线槽型,最佳的排屑
- 特别适用于加工钢件
- TiAlN涂层确保在重切削时,抵抗切削刃磨损


头部参数
由于最新开发的头部参数,优化的S钻芯,使得能够很好的抵抗刀具磨损及优秀的深孔切削条件
槽型
特殊的抛物线槽型及优化后的表面质量,使得达到最佳的卷屑及排屑效果
高的表面处理质量
由于槽内进行了高的表面处理质量,排屑顺畅


