
夹紧系统
精度取决于设置
从主轴到切削刃:为了提供完美的加工结果,钴领提供了模块化的刀具系统和单一来源的刀具。



GühroSync–两个系统中的佼佼者
螺纹加工中的径向和轴向误差会危害零件的质量。 借助GühroSync,Guhring提供了一种同步攻丝卡盘,它结合了液压和同步夹紧技术的优点,并且可以最佳地补偿机器偏差-现在也适用于SK,MAS / BT和直柄。
You are currently viewing a placeholder content from Default. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
钴领的解决方案
问题:
在攻丝过程中,由于各种因素可能会产生径向和轴向偏差。一方面,旋转轴和进给轴的同步由于磨损而减弱。另一方面,在某些情况下,会出现负载峰值和尺寸变化。通过越来越高的速度,轴向和径向上的动载荷也在增加。
解决方案:
- GühroSync阻尼单元接管了攻丝的过程的载荷
- 由于用同步攻丝刀柄补偿了螺距的误差
- 攻丝刀柄还可以补偿负载峰值并防止切削热影响攻丝过程
金属弹簧,聚合物阻尼单元和液压夹紧技术的组合可最佳地减小轴向力和径向力,这可将刀具磨损降低多达75%。此外,GühroSync专为MQL和湿式加工而设计,以普通市场价格实现高技术的产品。
由于使用了同步攻丝卡盘,用户可以延长刀具寿命,提高切削参数,减少加工时间,并改善螺纹质量并减少刀具磨损。小公司可以从的简便的操作和高的工艺可靠性中受益。在规模化生产中,降低的刀具成本是最重要

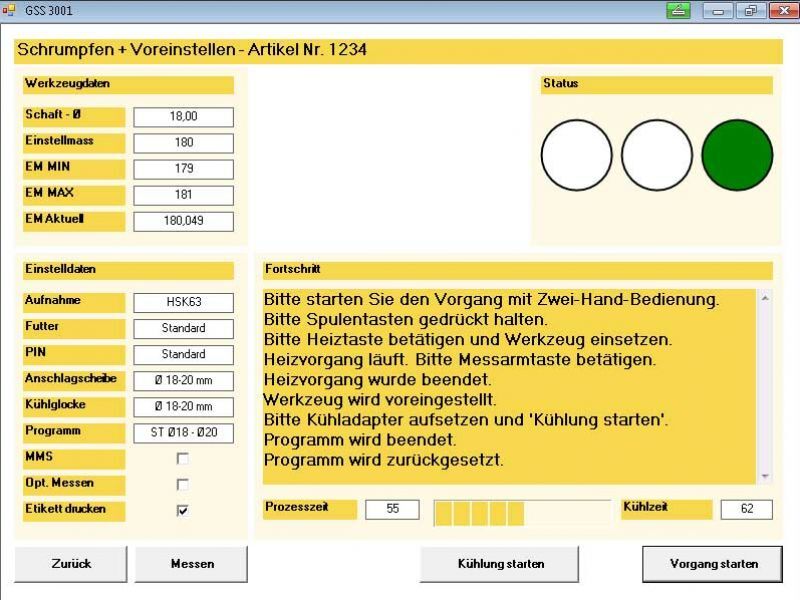
感应热涨机GSS 3001
用一台设备进行调节,收缩装配和测量
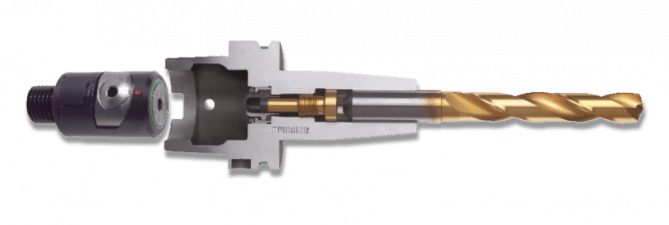
出色的径向同心度,可靠的力和扭矩传递以及简单快速的换刀:热胀刀柄有助于提高工件的精度,从而提高工件的表面光洁度,通常比传统的刀柄更经济。感应热涨机GSS 3001在这些非凡的性能上增加了工具的自动长度设置,在热缩过程中,借助长度调节工具将刀具预设为所需的长度。
在钴领的GSS 3001能够在加热过程中自动设置长度的情况下,竞争对手通常需要单独的操作步骤:首先,在条件下设置和定位止动系统,以便在接触时收缩配合。
GS 3001的设定和测量精度为0.02mm,预计处理时间少于一分钟。这为整个任务“工具预设”节省了成本。
使用GSS软件进行工具管理和过程评估
通过12英寸触摸屏和条形码扫描仪进行直观,用户友好的操作。该软件使工具,刀柄和热涨数据以及相关参数的全面管理成为可能。可以单独评估系统上的所有过程,即取决于数据使用,例如组件,成本中心或与用户相关。这不仅提高了生产效率,而且确保了制造过程的最大透明度。
GSS 3001还得益于集成的写和读功能,以及热胀刀柄中的巴鲁夫芯片,简化了刀具识别。刀具的寿命可以轻松管理。




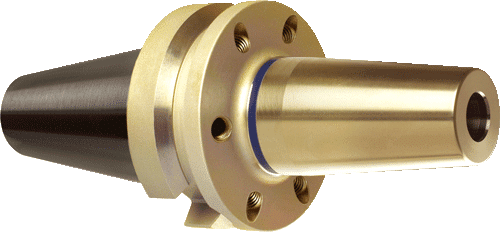
收缩配合卡盘的发热最小,一方面确保了最大的操作安全性;另一方面,温和的加热确保了收缩配合卡盘的长寿命。水冷式冷却元件可快速安全地冷却收缩配合卡盘。收缩配合卡盘保持清洁干燥,因此可以立即使用而没有腐蚀的风险。热点保持安全屏蔽,以防止燃烧。在热缩过程中,烟雾净化器系统会在安全条件下抽取产生的蒸气并进行过滤。
收缩配合技术的优势:刀柄成为焦点
几年来,精密工具本身并没有被认为是加工零件的决定性因素,而刀柄也明显地受到关注。多年以来,热缩配合技术也在汽车,航空航天和机械工程行业的机加工操作中得到证明,用户在其中特别是在钻孔方面都享有极大的刚性。借助GSS 3001,Guhring的热缩夹头可精确地360°夹紧,从而确保了较高的夹紧力和刚度,并由于旋转对称性而确保了最小的不平衡。此外,出色的同心度确保绝对对称的切削刃负载,从而延长了刀具寿命。
“优势一览
- 完美的360°夹紧,实现高夹紧力和刚性
- 高重复精度
- 旋转对称使不平衡最小
- 出色的同心度,可承受对称的切削刃负载-从而延长了刀具寿命
- 减少组件,减少采购,存储和管理费用
- 高传递扭矩
- 精确的同心度


夹持系统&刀柄应用一览

我们用刀柄制定了未来的标准
GM 300
TSG 3000
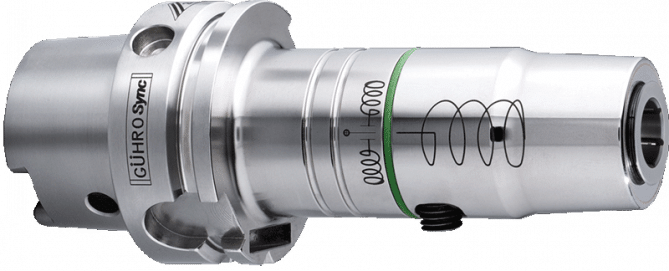
GÜHROSYNC-钴领同步攻丝刀柄



