
Ferramentas de fresagem
Estás viendo un contenido de marcador de posición de YouTube. Para acceder al contenido real, haz clic en el siguiente botón. Ten en cuenta que al hacerlo compartirás datos con terceros proveedores.
Más informaciónIr para os nossos destaques de produtos
Conceptos básicos de fresagem
Definição de fresagem
A fresagem é um processo de fabrico por meio de maquinação com arestas de corte geometricamente definidas e corte interrompido. O objetivo da fresagem é produzir peças de trabalho definidas. As ferramentas de fresagem possuem uma ou mais arestas de corte e permitem tanto uma maquinação vertical, horizontal ou angular em relação ao eixo de rotação.
Como funciona a fresagem?
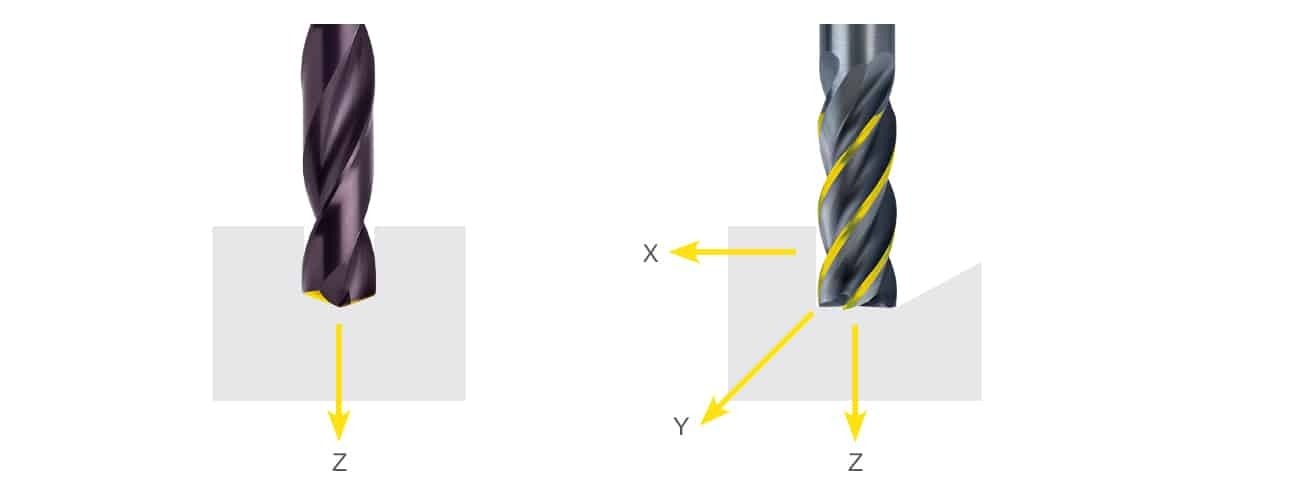
Uma fresa elimina continuamente material de uma peça em bruto na forma de limalhas. Ao contrário da broca que apenas corta na ponta (aresta de corte principal), a fresa permite maquinar a todo o perímetro, da aresta de corte principal, aresta de corte secundária e frente. Deste modo, a fresa pode maquinar materiais em simultâneo em várias direções, também designadas de eixos. Na remoção de limalhas, as ferramentas rodam a alta velocidade em torno do próprio eixo e movem-se simultaneamente de acordo com o contorno a ser criado. A forma da peça de trabalho resulta, assim, da largura de penetração (ae) e da profundidade de penetração (ap).
Estratégias de corte por fresagem
Distinguem-se as seguintes finalidades de aplicação das fresas :
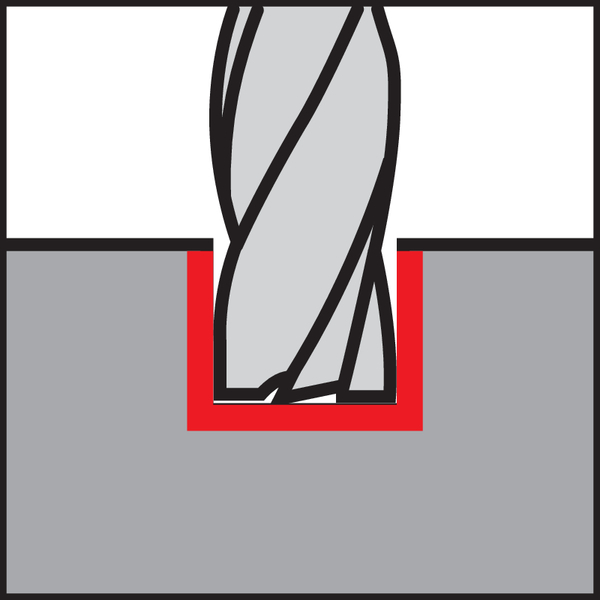 Ranuras
Ranuras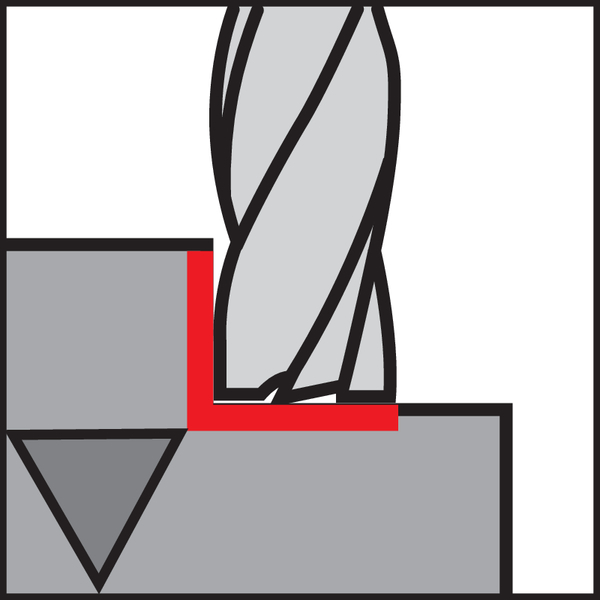 Desbaste
Desbaste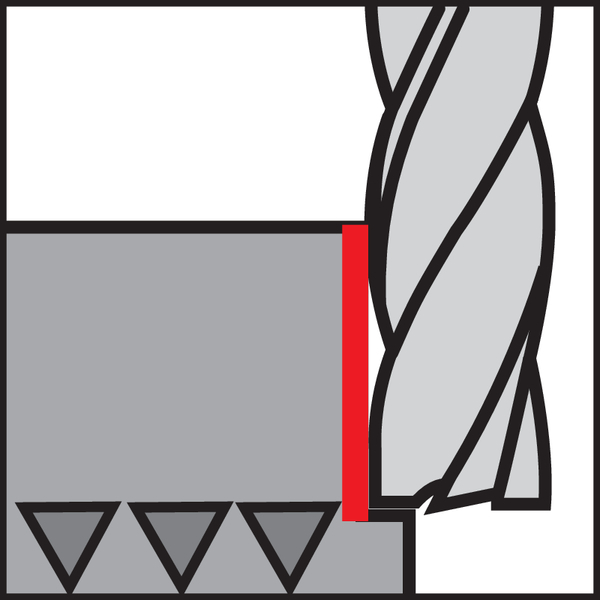 Acabado
Acabado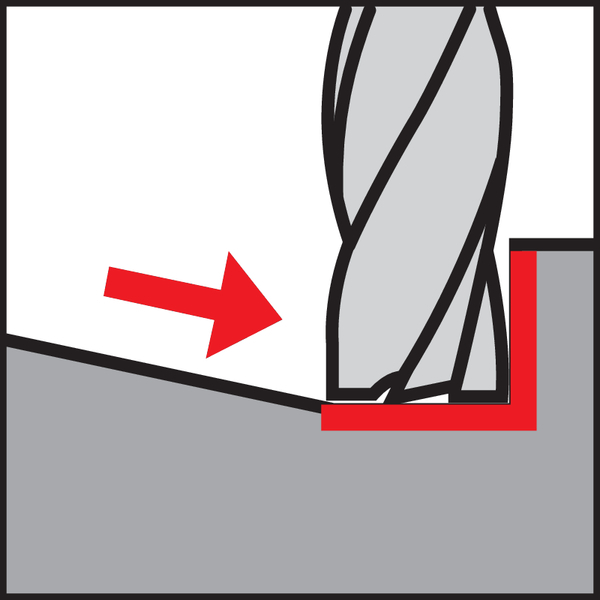 Rampas
Rampas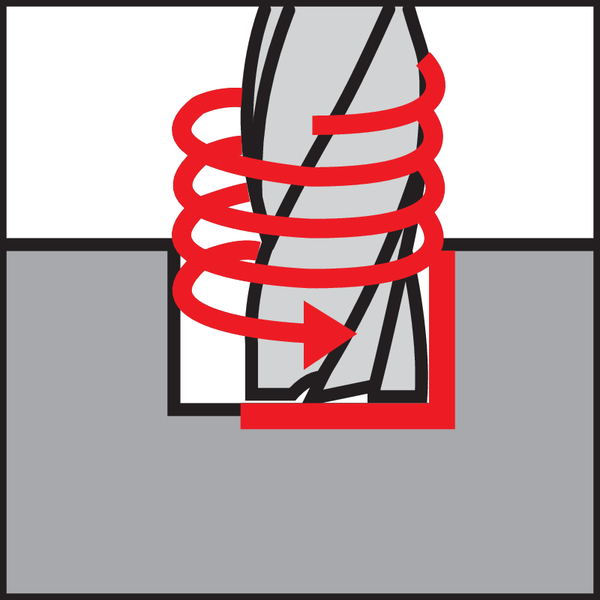 Hélice
Hélice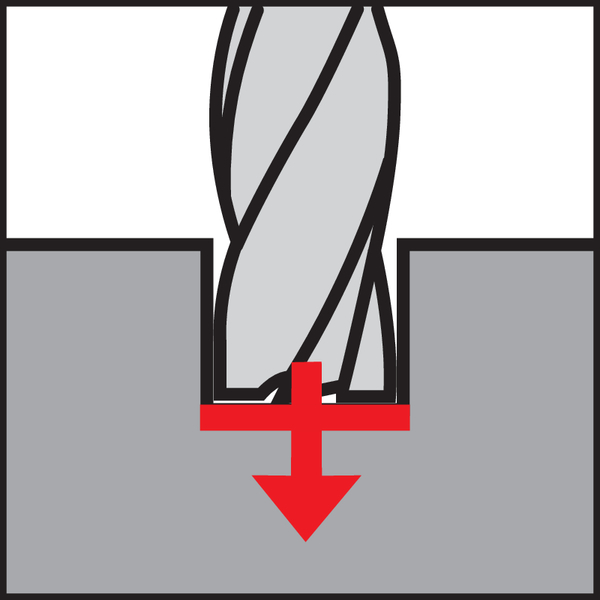 Taladrado
Taladrado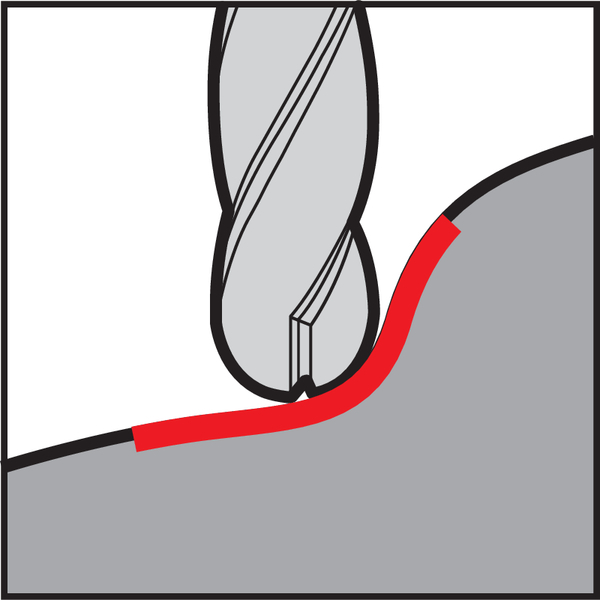 Copiar
Copiar
O ranhuramento serve para fazer cavidades alongadas que, opcionalmente, passam através do material como furo longo ou, por exemplo, não penetram completamente como um rasgo de chaveta. Este trabalho de fresagem é particularmente exigente, uma vez que as ferramentas são completamente enroladas em torno do material a 180 graus.
A fresa de desbaste separa o máximo possível de material da peça de trabalho no menor tempo possível com grandes avanços. Isto cria uma superfície rugosa.
Ao fazer o acabamentoproduz-se uma boa superficie, uma dimensão e ângulo exatos com avanços pequenos.
Na maquinação inclinada (rampas), a fresa mergulha em ângulo nos materiais. Ranhuras, cavidades ou outras formas são então fresadas na peça. Esta estratégia de imersão cria cavidades alongadas.
Durante o mergulho helicoidal, as ferramentas deslocam-se em espiral para dentro do componente. É criada uma cavidade circular superior ao diâmetro da ferramenta.
Durante a furação, a fresa mergulha no material como se fosse uma broca.
Na fresagem de cópia , são utilizadas fresas radiais. É feita uma distinção entre fresas de raio inteiro e fresas de raio de canto, também designadas de fresas tóricas. Desta forma, é possível maquinar formas complexas.
Ângulo na fresa
Tal como a aresta de corte principal, o ângulo de corte na ferramenta de fresagem também se encontra na circunferência. Dependendo dos materiais a serem maquinados, o ângulo de corte de saida fica entre menos 15 e mais 25 graus. As ferramentas com um ângulo de corte de positivo cortam o material mais suave e criam limalhas fluidas. As ferramentas com um ângulo de corte negativo caracterizam-se por um corte abrasivo. Os ângulos de corte de saida grandes, de 10 a 25 graus, produzem uma aresta de corte afiada e são adequados para fresar materiais muito macios e adesivos. O ângulo livre é produzido em duas variantes: O corte radial proporciona um comportamento de corte muito suave e uma extremidade de corte estável, tornando-o adequado, por exemplo, para trabalhar aços inoxidáveis e resistentes ao calor. O ângulo livre com corte facetado cria um comportamento de corte desde delicado a agressivo.
As ferramentas de fresagem também são concebidas com ângulos de hélice diferentes – de zero a 55 graus. Quanto menor for o ângulo hélice, menos pontos de contacto haverá entre a ferramenta e a peça de trabalho. As ferramentas com um ângulo hélice menor funcionam menos suaves e acabam por ser mais adequadas para o desbaste. As ferramentas com um ângulo hélice maior têm mais pontos de contacto, proporcionando uma maior suavidade, e são utilizadas para acabamento.
Quer saber mais sobre fresagem e as ferramentas de fresagem da Gühring?

En la Gühring Academy le proporcionamos amplios conocimientos del mundo del mecanizado de metales.
Las unidades de aprendizaje en línea están preparadas de forma práctica e interactiva y se pueden consultar en línea las 24 horas del día.
Facejamento e fresagem circunferencial
Por princípio, diferenciamos entre facejamento e circunferencial. No facejamento, as arestas de corte frontais das ferramentas de fresagem são responsáveis pela remoção de limalhas. Neste caso, a ferramenta fica perpendicular ao plano de maquinação. Na fresagem circunferencial, o eixo da ferramenta fica transversal à peça de trabalho. Deste modo, o movimento de corte é realizado no perímetro da ferramenta.
Simultaneamente e contra-corrente
Durante a fresagem no sentido contrário, a fresa roda no sentido contrário ao do avanço da peça de trabalho. Deste modo, formam-se limalhas espessas, a força exercida aumenta consideravelmente desde a entrada da lâmina até à saída. Na fresagem sincronizada, a lâmina realiza um movimento rotativo no sentido de avanço da peça de trabalho.
Desta forma, a força exercida aquando da entrada da lâmina é a mais elevada. A fresagem sincronizada é preferida devido à maior durabilidade e às melhores superfícies no componente. Em seguida, faz-se a comparação direta entre a fresagem com movimento sincronizado e a fresagem com movimento contrário.
Fresagem com movimento sincronizado
Fresagem com movimento contrário
Fresagem de metal
As ferramentas de fresagem permitem maquinar componentes em metal, plástico e madeira. Assim, os materiais de corte e as geometrias têm de ser adaptados aos materiais a maquinar e ao processo de fabrico, de modo a obter-se os melhores resultados e longa durabilidade.
Visão geral das ferramentas de fresagem de metal
Na maquinação de metal, faz-se a distinção entre ferramentas de fresagem integral, fresas de topo e ferramentas de suporte. As ferramentas de suporte são fresas com pastilhas de corte amovíveis. Podem ser rapidamente convertidas para uma outra maquinação no âmbito da fresagem. No caso das fresas de topo, a aresta de corte e a haste constituem uma só peça. Cada ferramenta está orientada para uma tarefa específica, pelo que só pode ser utilizada para essa tarefa específica. Apresenta-se aqui uma visão geral dos tipos de fresas mais utilizados:
| Tipo de fresa | Aplicação |
|---|---|
| Fresa de canto e fresa de perfilar bordas | Com fresagem de esquadria, é possível maquinar duas superfícies ao mesmo tempo. Desta forma, são criados planos com ângulos “reais” de 90°. |
| Fresa de facejar | Com fresas de facejar são fresadas superfícies planas, normalmente com um ângulo de ajuste de 45°. |
| Fresa de corte | Estas ferramentas em forma de disco têm um diâmetro particularmente estreito e são utilizadas para o corte preciso de peças de trabalho. |
| Fresa para contornos | As fresas de contorno são adequadas para fresar contornos complexos em 3D com poucas linhas de corte e caminhos bem definidos. |
| Fresa de ranhurar | Com as fresas de ranhurar, as ranhuras e os entalhes são introduzidos nos componentes. As peças de trabalho podem ser unidas umas com as outras através de ranhuras. |
| Fresa de chanfrar | As arestas das peças de trabalho podem ser quebradas com uma fresa de chanfrar. |
| Fresa de engrenagens | Inclui-se, aqui, a fresagem de rolos ou fresagem de dentes, através das quais se pode produzir qualquer tipo de dentado. |
| Fresa de roscar | São utilizadas fresas de roscar para criar roscas internas e externas com dimensões exatas. |
| Fresa de escarear | Estas fresas cônicas permitem a produção de escareadores, por exemplo, para cabeças de parafusos com diferentes ângulos. |
Fresagem CNC: O que é a fresagem CNC?
Especialmente na indústria de maquinação de metais, as máquinas-ferramentas CNC são utilizadas para fresagem. Esta tecnologia de controlo moderna permite a produção automatizada e, consequentemente, económica de peças de trabalho com elevada precisão. O sistema de maquinação utiliza a tecnologia Computerized Numerical Control (CNC) e começa por conceber a peça de trabalho pretendida por meio de um programa CAD. Através de um sistema CAM, este modelo é, em seguida, provido de parâmetros, como a velocidade de rotação, o avanço ou a profundidade de corte, e é transferido para o software CNC. A produção em série de máquinas de fresagem CNC é particularmente rentável, pois permite realizar velocidades de corte de até 18 000 rotações por minuto, sendo que, no caso de máquinas de alta velocidade, estas podem atingir mesmo mais de 50 000 rotações por minuto.

Navegador
O seu caminho para o produto desejado: o Navegador orienta-o para a ferramenta mais adequada ao seu caso de aplicação
Em 100 000 ferramentas Gühring, como pode encontrar a solução adequada ao seu caso de aplicação em específico? Muito simples, rápido e cómodo – com o nosso “Gühring Navigator”. O localizador de produtos de utilização intuitiva oferece-lhe a melhor solução de ferramentas possível e os respetivos dados de corte.
- Selecionar grupo de produtos e caso de aplicação
- Introduzir dimensões
- Determinar o material e a resistência
- Selecionar ferramenta
Fresa de topo
Definição de fresa de topo: O que é uma fresa de topo?
No caso de uma fresa de topo, a superfície de corte e a superfície de aperto constituem uma só peça. A haste integrada é apertada no portafresa da máquina. A versão da haste de aperto pode ser cilíndrica ou cónica. As fresas de haste estão disponíveis em vários modelos e são próprias para a produção de ranhuras, cavidades, recessos, matrizes e formas ocas. No âmbito das fresas de haste, a Gühring oferece diversos produtos, tais como fresas de desbaste e de acabamento.

Designação da fresa de topo
As fresas de topo com haste cilíndrica estão definidas na norma ISO DIN 844. A norma inclui informações sobre as dimensões, materiais de corte, modelos e identificação das ferramentas. A norma DIN 845 especifica os requisitos para fresas de haste com haste cónica Morse.
Fresa de topo de metal duro
As fresas de topo para a maquinação de metal podem ser fabricadas com vários materiais de corte. Normalmente, são aços de trabalho rápido (HSS) e de metal duro (MD).
Fresas universais ou fresas de alto desempenho em MD são utilizadas em máquinas CNC modernas. São especialmente adequadas para a produção em série. Velocidades de maquinação elevadas tornam-nas muito eficazes. Além disso, têm elevada durabilidade, assim como elevadas profundidades de corte e larguras de corte. Desta forma, distinguem-se, no geral, por uma elevada rentabilidade. As desvantagens das fresas de metal duro prendem-se com o facto de o preço de aquisição ser mais elevado. Além disso, não são adequadas para processos de fabrico com condições de máquina instáveis.
Fresa de topo HSS
Fresa de topo em alumínio
O alumínio tem um peso reduzido e uma elevada condutividade, o que torna-o num material popular na indústria elétrica, por exemplo. No entanto, a fresagem de alumínio é muito exigente, uma vez que o material fica mole durante a fresagem devido à acumulação de calor, colando as limalhas às arestas de corte das ferramentas de fresagem. Uma lâmina é a ferramenta mais adequada para maquinar alumínio porque aqui o risco de “fundir” as limalhas é mais baixo. Para as ligas de alumínio de dureza média, também podem ser utilizadas duas lâminas . Saiba mais sobre fresas de topo para maquinação de alumínio aqui.
Por que as fresas de topo são helicoidais?
Visão geral dos diâmetros das fresas de topo
Fresa de topo 2 mm
A Gühring oferece fresas de haste MD de quatro lâminas com um diâmetro nominal de 2 mm. São possíveis diferentes revestimentos.
As micro fresas estão disponíveis em 0,3-3,2 mm.
Fresa de topo 6 mm
Uma novidade entre as ferramentas é a fresa de topo Gühring em MD com 6 mm de diâmetro e revestimento AlCrN.
Fresa de topo 12 mm
Os grandes diâmetros são utilizados principalmente para fresagem de alto desempenho, uma vez que permitem alcançar volumes de corte mais elevados. A Gühring oferece fresas de topo de metal duro com diâmetros entre 12 e 32 mm.
Fresa de topo extra longa
Para maquinações em que sejam necessárias fresas extra longas, a Gühring oferece a série de fresas de topo XL.. Estas têm um comprimento total até 150 mm.
Conjunto de fresas de topo
Os nossos destaques de produto: fresas de topo MD
Fresa de topo MD RF 100 U

Aço, fundição e aço temperado com resistência à tração até 1400 N/mm² não constituem um problema para a RF 100 U. Devido ao seu ângulo de hélice desigual, a lâmina Ratio 3 proporciona um corte particularmente leve, mesmo com grandes avanços.
As suas vantagens com a RF 100 U:
- Otimização de todos os parâmetros da ferramenta para avanços extremos e volumes de corte elevados
- Máxima utilização do desempenho graças ao acabamento de alto nivel interno
- Redução do tempo de ciclo na produção em série, mesmo com materiais difíceis de maquinar
Fresa de topo MD RF 100 Diver
A RF 100 Diver é a escolha dos clientes que têm uma elevada necessidade de flexibilidade porque abrange cinco operações ao mesmo tempo. A ferramenta dispõe de uma inovadora alimentação de líquido de refrigeração que arrefece e protege na perfeição a frente e a geometria circunferente durante a furação e mergulho.
As suas vantagens com a RF 100 Diver:
- Até 40 por cento mais longevidade graças à tecnologia de refrigeração inovadora
- Para todos os materiais, matérias-primas especialmente aderentes, inoxidáveis e resistentes ao calor
- Grão ultra fino especial para máxima eficiência e estabilidade da ferramenta
Fresa de topo MD RF 100 Sharp
Acumulação de limalhas durante a fresagem de materiais macios e tenazes, condições difíceis da máquina, baixas velocidades de corte – todos estes problemas são resolvidos com a RF 100 Sharp. A fresa de metal duro permite-lhe alcançar velocidades de corte e volumes de corte extremamente elevados.
As suas vantagens com a RF 100 Sharp:
- Potente em materiais macios e de alta liga
- Redução da pressão de corte e das forças de corte
- Elevada proteção contra o desgaste graças ao revestimento AlCrN
Fresa de metal duro integral RF 100 Speed

A RF 100 Speed é a fresa Ratio mais rápida do nosso programa. Especialmente na maquinação de materiais muito duros, a fresa MD pode executar elevados volumes de corte com uma segurança de maquinação estável.
As suas vantagens com a RF 100 Speed:
- Desbaste de alto desempenho, mesmo com profundidades de corte elevadas
- Elevada suavidade de trabalho e elevados volumes de corte
- Fresa GTC universal nos mais variados tipos de aço e fundições, aços inoxidáveis e ligas especiais
Fresa de desbaste
Na fresagem de desbaste, são utilizadas maioritariamente fresas de topo com perfil de desbaste. Graças à elevada largura e profundidade de penetração, é de esperar a remoção de muito material em pouco tempo. Nesta pré-maquinação bruta é produzida uma superfície rugosa na qual são visíveis marcas de maquinação. Por norma, é realizada em seguida a maquinação fina da peça de trabalho. Saiba mais sobre nossas fresas de desbaste aqui.
Fresa de desbaste versus Fresa de acabamento
O acabamento está frequentemente ligado ao desbaste, com o objetivo de melhorar a qualidade da superfície, bem como a precisão dimensional e da forma. Durante este tipo de maquinação através de fresagem, a maior parte das vezes são removidas pequenas quantidades de material da peça de trabalho, na maioria das vezes só são necessários alguns décimos de milímetros. O corte com a fresa de acabamento tem como resultado a formação de limalhas maiores, que devem ser removidas da área de trabalho com ar comprimido ou lubrificante de refrigeração. Além disso, uma fresa de topo com perfil de desbaste gera forças de corte inferiores em comparação com a fresa de corte de acabamento liso e, por isso, requer menos potência de acionamento. As fresas de acabamento revelam o seu potencial sobretudo em trabalhos sem vibrações em máquinas estáveis e potentes com volume de corte máximo, pausa curta e boa refrigeração. Em contrapartida, as ferramentas com perfil de desbaste também funcionam em caso de maquinações propensas a vibrações.

Fresa de desbaste de metal
Fresa de desbaste HSS
Fresa de desbaste de alumínio
Fresa de chanfrar
Fresa de chanfrar metal
A escolha da fresa depende, entre outros fatores, do material que se pretende maquinar. Para a maquinação de metal, a Gühring tem uma nova fresa de chanfrar: a SpyroTec. A ferramenta MD garante uma fresagem eficiente, graças à geometria do corte em espiral e ao revestimento TiAIN.
Aqui poderá ficar a saber mais sobre a fresa de chanfrar SpyroTec.
Cabeças de fresagem
Cabeças de fresagem de metal
Na maquinação de metal, as cabeças de fresagem são utilizadas sobretudo para fresagem plana e possuem mais de quatro a 50 arestas de corte. Nas cabeças de fresagem mais antigas, a aresta de corte está soldada e é de metal duro, as modernas possuem pastilhas intercambiáveis, a maioria de metal duro. No entanto, a Gühring também oferece diferentes fresas com arestas de corte em PCD, que permitem uma fresagem plana mais eficiente.

Tipos de cabeças de fresagem
Uma cabeça de fresagem plana com um ângulo de ajuste de 45° a 90° destina-se a maquinar superfícies. Uma cabeça de fresagem de canto é utilizada para fresagem frontal-circunferencial e dispõe de um ângulo de ajuste de 90°. Nas cabeças de fresagem de formas são geralmente utilizadas pastilhas de corte redondas, que possibilitam a fresagem livre ou a fresagem de cópia. As fresas de formato “ouriço” são adequadas para fresar com profundidades de corte extremamente elevadas, razão pela qual as suas pastilhas intercambiáveis estão dispostas umas em cima das outras e desfasadas. Além disso, as cabeças de fresagem distinguem-se pelo número de pastilhas intercambiáveis utilizáveis e pelos diferentes requisitos para materiais de corte longo ou curto.
Alinhar a cabeça de fresagem (ajustar a aresta de corte)

DISPOSITIVOS DE APERTO
A precisão é uma questão de atitude

FERRAMENTAS DE MANDRILAMENTO
Mandrilamento perfeito em todos os diâmetros

FERRAMENTAS DE ESCAREAMENTO E REBARBAGEM
Rebarbagem e escareamento totalmente automatizados