














PCD/PCBN tools
Innovative tools for complex tasks
Achieving the best result means developing innovative solutions to deliver brilliant performance. We have been pursuing this goal for more than 40 years in our PCD and PCBN division. We are proud of the trust placed in us by all the companies for which 95% of these PCD and PCBN tools are designed as special tools.

Striving for perfection
On all continents, in almost 50 countries, at over 70 locations: we are there for you worldwide. Together with our customers, we master complex tasks and set new standards by constantly striving for perfection. In the film, you will experience emotional moments from our PCD and PCBN divisions.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationSmart Cap face milling cutter
Key tools for precise surfaces
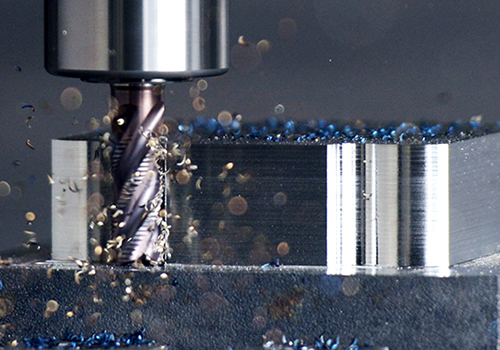
Face milling cutters are indispensable tools in machining technology that are used to create precise, flat surfaces on a variety of materials. They play a key role in manufacturing, particularly in the preparation of workpieces for further processing steps.

Eliminate overhangs smartly
A face milling cutter is used in the machining to efficiently remove larger protrusions. Productivity (metal removal rate) and surface quality (roughness depth) play an important role in this application. A particularly high cost-effectiveness is achieved by the replaceable indexable inserts from PCD.
PCD compression milling cutter
Strong in modern materials
Modern fibre-reinforced plastics (FRP) are currently finding their way into a wide range of industrial applications due to efficiency, weight and strength aspects or for dynamics reasons. When machining these materials, great importance is attached to the quality of the component edges. Typical quality problems here include protrusions, delamination, chipping and thermal damage.

Delamination-free component edges
To counteract these problems, tool geometries, tool materials, process parameters, cooling and the clamping setup for the components must be coordinated. Gühring has succeeded in doing this with its compression milling cutters: the compressive arrangement of the cutting edges pushes the fibres underneath upwards and vice versa. Even with fibre composite combinations that are difficult-to-machine, fibre- and delamination-free component edges can be produced. Multi-material systems can also be machined.

PCBN fine boring tools
High precision despite reduced setting effort
PCBN fine boring tools are used in the fine machining where high dimensional accuracy is required. The use of PCBN allows very fine tolerances and a high surface quality to be achieved. A typical area of application is the automotive industry, where valve rings and valve guides, for example, are machined – the most cost-intensive machining task on the cylinder head.

Quick change
To ensure optimum sealing of this type of valve disc on the valve seat ring, tight shape and position tolerances must be maintained. Abrasive material also causes high wear. Gühring has the solution: the GP 300 system – a PCBN fine boring tool with a smart setting system. This concept, consisting of a pilot and fine boring tool with interchangeable, precision-ground ISO indexable inserts and a finely adjustable solid carbide reamer, significantly reduces tooling costs. Thanks to 6-flute machining in the valve guide, higher machining parameters can be used, shortening the cycle time. Secondary times are reduced by the Smart Setting adjustment unit.
PCD countersinks
Innovation for perfect edges
When performing machining operations on modern fibre-reinforced plastics (FRP), particularly high demands are placed on the component edges. Fibre protrusions, delamination, chipping and thermal damage often occur at these points. However, such typical quality problems can be avoided by coordinating tool geometries, tool materials, process parameters, cooling and clamping setup for the components. With the right tool, precise and clean component edges can also be produced for rivet countersinks.

Rivet countersinks in modern composite materials
The PCD countersink from Gühring has been optimised for the application in fibre composite materials such as CFRP, GFRP and other laminate structures. The countersinking tool consists of a steel carrier, which can be equipped with either two or three PCD cutting edges. The main application is manual hand drilling, using pre-drilled holes as pilot holes. Both fixed and replaceable pilot pins are available. The countersink depth is adjusted via a cage. However, versions for drilling feed units or CNC machines are also available. The PCD countersink can be designed and manufactured according to customer requirements, but also in accordance with all aviation standards. This makes the tool perfectly suited for producing rivet countersinks in the aviation industry.
PCD tool in tube design
3D tool for chip-free machining
Many machining operations harbour the risk of chips getting into further channels of the components. If they remain in the component after rinsing, this can have fatal consequences. However, removing these chips increases machining time and process costs. Additive manufacturing creates completely new possibilities in design. In this way, a tool adapted to these machining operations can be produced, which ensures safe chip removal from the machining zone and thus significantly increases process reliability.
You are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationDefined chip removal in the tool body
The three dimensional coolant routing of the tool reliably supplies all cutting edges and also supports chip removal through backward-facing channels. The chips are removed in a defined manner inside the tubular tool and emerge from the tool body at a safe distance from the component. This chip-free machining saves resources, reduces machining time and lowers process costs.
Modular or interchangeable
1 tool, 2 variants
Two different manufacturing variants are used for the tools in tube design: In variant 1, the tubular tool head is additively manufactured and screwed onto an HSK alignment adapter. This creates a modular, interchangeable tool. In the monoblock variant, the tubular tool head is also additively manufactured and firmly connected to the conventional body. In both variants, the segment seat and the internal, three-dimensional coolant ducts are produced using 3D printing. Backward-facing coolant ducts support the defined chip removal. The chips exit through two lateral openings at a sufficient distance from the component.
The decision as to which variant is used in which case depends on various factors. These include, for example, the length-to-diameter ratio of the machining. The tool with the completely additively manufactured tool head is particularly suitable for machining operations with smaller diameters. The second monoblock variant is used for machining operations with larger drilling diameters and long overhanging tools.

PCD & PCBN indexable inserts
High repeat accuracy thanks to precise grinding
Our PCD and PCBN indexable inserts are manufactured to ISO standard and are used for the best surface qualities and tolerances. Special designs for special applications are also possible, which ensure greater repeat accuracy. This reduces the setting effort on the tool and avoids downtime and rework costs in the production.

Matching tool material for every machining
Tools with interchangeable indexable inserts with PCD and PCBN cutting edges have exceptional quality and wear resistance. This is why they are used for drilling, reaming, milling and turning for the best surface qualities and tolerances. The high tensile strength of the PCD/PCBN indexable inserts leads to long tool lives and allows efficient cutting parameters even with materials that are difficult to machine. The main area of application for our PCD indexable inserts is the machining of aluminium alloys and other non-ferrous metals. The indexable inserts are manufactured in corner-tipped and strip-tipped versions according to ISO standard.
Highlights
PCD/PCBN tools

3 fluted cutter
PCD diver
A milling cutter for every ramp angle
Thanks to its innovative geometry, the PCD diver guarantees top quality with low power consumption and high stability at the same time. This means that the profile and structural parts can be processed with particularly low burr – and thus save costs in the reworking.
Your advantages with the PCD diver:
- all-round talent for maximum cutting rates and endless tool lives in aluminium
- cost savings due to low-burr profile and structural part machining
- helical hole machining with reduced torque and axial force

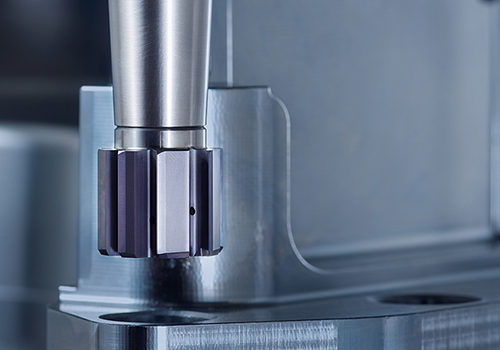
PCD face and corner milling cutter
Highest flexibility without adjustment effort
The PCD face and corner milling cutter guarantees low-burr component edges and maximum tool lives. This is ensured by the combination of lasered cutting edges, positive setting and the selected standard lead. Its optimised face geometry enables both helical and linear plunging into the component. To perfectly match the tool to your requirements, you can choose between two variants: a tool with a reduced number of cutting edges and a variant with a higher number of cutting edges for powerful spindles with maximum performance.
Your advantages with the PCD face and corner milling cutter:
- highest flexibility
- soldered PCD cutting edges for easy handling
- standard gate for low-burr machining

3D printer nozzle
DIANOZ
The nozzle with the black diamond
The DIANOZ 3D printing nozzle is reinforced with a synthetic diamond. As the hardest natural material in the world, diamond offers the best wear protection. At the same time, it conducts heat excellently, which ensures uniform material extrusion and even surfaces.
Your advantages with DIANOZ:
- ultra wear-resistant with abrasive filaments
- high-quality printing results
- increase process reliability when printing
- print cost-efficiently
On site for you worldwide
PCD/PCBN plants
Gühring has been manufacturing drilling, milling and reaming tools from PCD and PCBN for decades. You can benefit from this depth of production on site: our PCD/PCBN plants are located all over the globe and offer you the opportunity for fast, professional refurbishment of your PCD and PCBN tools.

Drilling tools
Historically good: our drills set standards
Milling tools
With these milling cutters, chips fly exactly as you want them to
Reaming tools
Innovative reamers for every diameter range